Ganz ungeplant sind uns kürzlich über ein paar Garant VHM-Fräser HPC zu einem sehr günstigen Kurs gestolpert. Bei 1/3 des Listenpreises war die Neugierde dann doch zu groß. Bei dem Fräser handelt es sich um einen hochgeschwindigkeits-Schruppfräse für Alu mit polierten Spannuten und erhöhter Stabilität.
[toc]Video
Den ersten Versuch mit dem neuen Werkzeug gibt es seit langem mal wieder als Video. Wenn die Resonanz gut ist wird es künftig noch mehr Videos geben.
Die Schnittdaten sind noch nicht optimiert. Um den Fräser nicht gleich zu zerstören haben wir es erst einmal etwas langsamer angehen lassen. Außerdem besitzt die Spindel “oben rum” nicht besonders viel Drehmoment.
Werkzeug
[table “” not found /]Kühlung mit Tröpfchen / Mindermengenschmierung von Dynacut mit Shell Fenella.
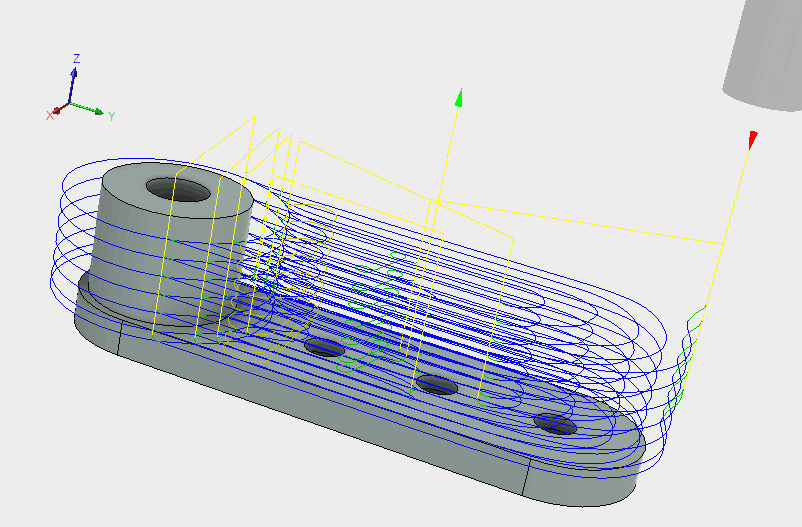
CAM & Schnittdaten
Das Teil ist ein Scharnier für das Infinity Chimp 100 Case Projekt.
Fazit
Auch für unsere “Leichtzerspanung” ist der Fräser sehr gut geeignet und erzeugt selbst beim Schruppen mit der 2D Adaptive Strategie sehr gute Oberflächen. Zum Originalpreis (62 Euro) macht das Werkzeug jedoch nur bei industriellen Anwendungen Sinn.
Weiteres Werkzeug (Details später)
Außerdem neu dazugekommen:
Sorotec “Pro Alu” und “Standard” Ein- und Zweischneider für Alu.




Hallo.
Stimmen die 34m/min also 34000mm/min?
Hallo Peter,
es sind 3,4 m/min (3.400 mm/min) – in Tabellen müssen wir leider technisch bedingt den Punkt anstatt Komma verwenden.
Gruß,
André
Hallo.
Ok. Das kommt schon ehr hin. ;-).
Vorschlag wäre Angaben in mm/min zu machen, dann brauch man weder Punkt noch Komma.
Vorschlag angenommen 🙂
Vielen Dank für den Hinweis!
Theoretisch könnten wir mit 38.000 mm/min auf X verfahren, oberhalb von ca. 22.000 mm/min reicht jedoch das Drehmoment der Motoren nicht mehr aus.
Hallo,
schon mal versucht mit dem 2D Adaptive anders zu fahren ?
Volle Tiefe in der Zustellung und seitlich dafür weniger ?
Dafür ist es eigentlich gedacht.
Dadurch dass es nie Vollschnitte nimmt und nie direkt in Ecken fährt, hast du keine große Belastung auf dem Fräser. Je weiter unten du das Werkzeug verwendest, desto größer ist die Hebelwirkung auf das Werkzeug.
Einfach mal versuchen : Drehzahl lassen, Vorschub verdoppeln, volle Frästiefe und seitlich mal 0,5mm. Kannst ja mal versuchen dann seitlich noch etwas höher zu gehen. Auch Vorschub kannst du noch anpassen.
Gruß
Michael
Hallo Michael,
super, vielen Dank für den wertvollen Tipp!
In Sachen Zerspanung fehlt noch etwas die Erfahrung (sowie bei teuren Werkzeugen der Mut). Wenn ich das nächste Mal an der Maschine bin probiere ich dein Rezept gerne mal aus und poste ein Video.
Viele Grüße,
André
Hallo,
kannst ja mal bei meinem Youtubekanal vorbeischauen. Da siehst du was mit solchen Fräsen möglich ist und welche Strategien gut funktionieren. So kannst du deine Teile schneller und fräserschonender fertigen.
http://www.youtube.de/alexcnc
Gruß
Alex
Ah, jetzt weiß ich wer du bist! Deinen Kanal abonniere ich bereits, gute Videos und eine schöne Maschine die du da aufgebaut hast!
Grüße,
André