Aus der Rubrik “Neues Jahr, neue Maschine”

Gewinde werden bei uns traditionell mit dem Akkuschrauber gefertigt und auch die “neue” DMU50T kann sie, dank synchronisierter Spindel, vollautomatisch und ohne Ausgleichsfutter schneiden… Und dann gibt es da noch eine ältere, aber grundsolide handgeführte Gewindeschneidmaschine von Fein.
Trotz der Auswhal an Optionen habe ich immer mal wieder mit einem Flexarm, also einer Kreuzung aus Gewindeschneidmaschine und Schreibtischlampe, geliebäugelt… Wir reden also nicht von brauchen, eher von “haben-wollen”.
Bisherige Vertreter dieser Gattung wurden zumeist pneumatisch betrieben, dank günstiger Servoantriebe und Planetengetriebe sind jedoch mittlerweile elektrische Varianten zum Standard geworden.
Obendrein stimmt mittlerweile auch der Preis und schwups, war die Bestellung auch schon auf dem Weg.
Lieferung
Quelle ist Ali, geliefert wurde aus Polen innerhalb von 4 Tagen. Gerade bei großen Geräten (24Kg Transportgewicht) ist das deutlich günstiger, und um die Zollabwicklung (ab 150 EUR keine Vorverzollung möglich) muss man sich auch nicht selbst kümmern.
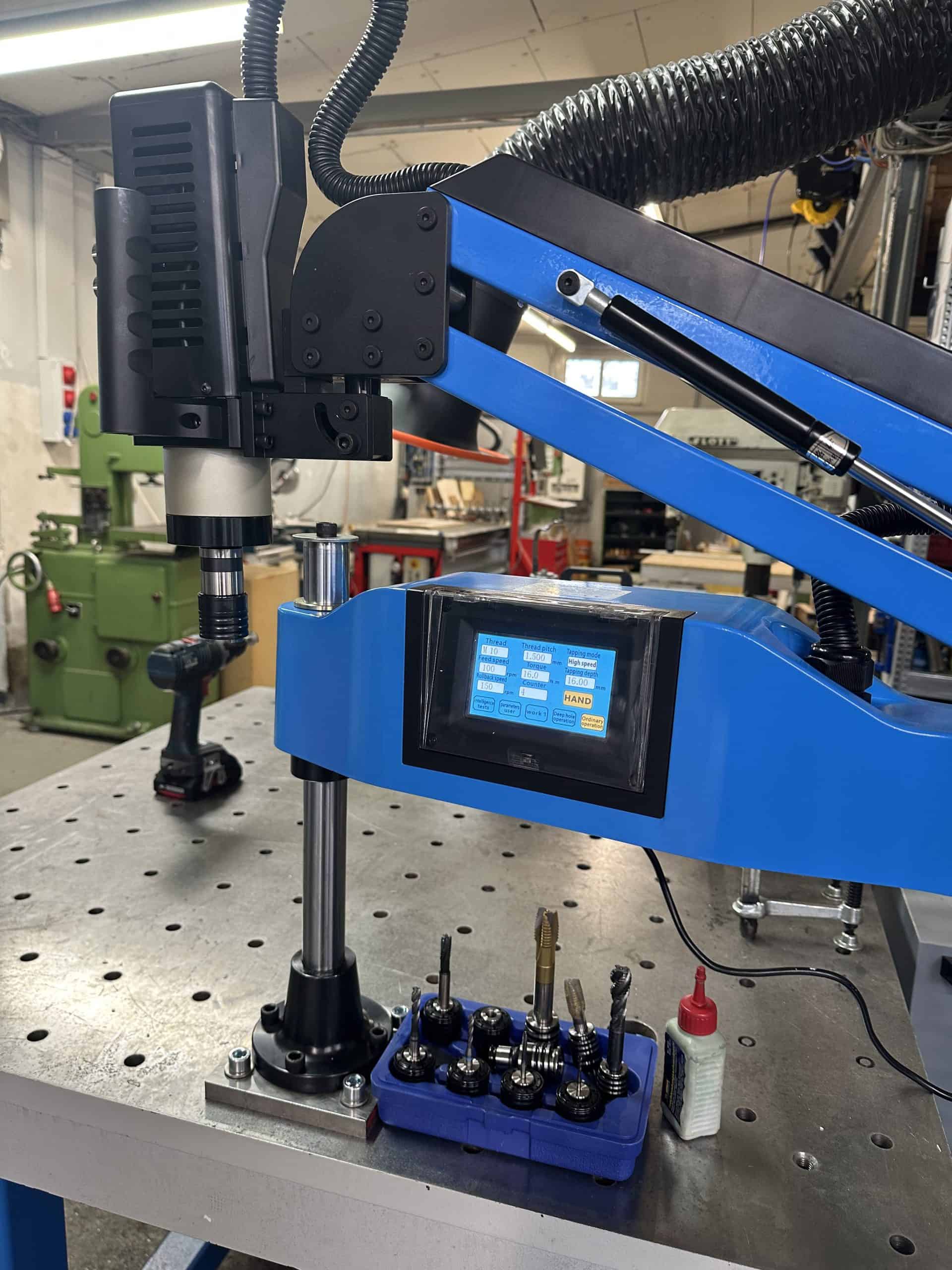
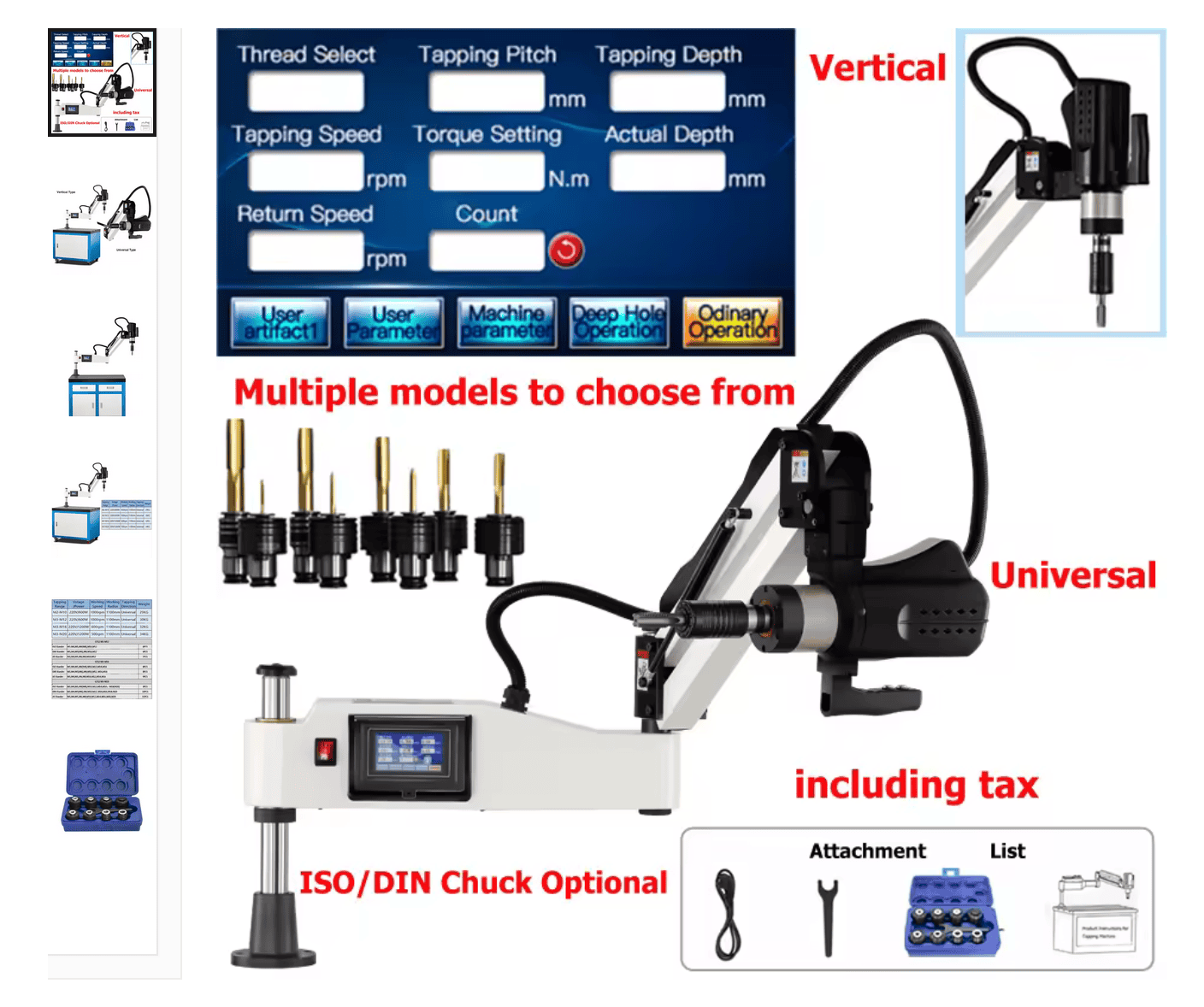
Geliefert wird in einer soliden Verpackung und inklusive einem Satz von GT24 Gewindeschneidfuttern in 10 Größen (M5+M6 überschneiden sich nach DIN). Entgegen der Abbildung ist die Maschine blau, was aber zufällig ganz gut zur Konstruktion unseres Schweißtichs passt…

Im Zubehörhandel gibt es noch ein paar nette Erweiterungen wie etwa ein Bohrfutter oder einen Steckschlüsseladapter. Mit letzterem lassen sich z.B. Schrauben mit definiertem Drehmoment anziehen… Mal sehen, was wir noch so alles mit dem Teil anstellen werden.
Daten
| Modell | ETM-20 / RC-20 |
| Hersteller | Dongguan Thor Machinery Co.,Ltd (China) |
| Gewinde | M3 – M20 |
| Schnittstelle | GT12 |
| Motor | 1,2 kW Servo (?!) |
| Drehzahl (abtrieb) | 0-200 U/min |
| Arm Radius | 1.100mm |
Funktionen / Einstellungen
Die Software ist erstaunlich gut, der Controller fährt schnell hoch und auch das Display (inkl. Touch) reagiert schnell und ist gut lesbar.
Was lässt sich alles einstellen…
- Gewindesteigung
- Gewindetiefe
- Max. Drehmoment
- Spanbruch
- Drehzahl
Betriebsmodi
- Automatik
Automatischer Stopp beim erreichen der Zieltiefe und Herausfahren - Tiefloch
Wie Automatik, jedoch mit (einstellbarem) Spanbruch - Manuell
Arbeitet so lange die “runter” Taste gedrückt wird

Live Daten
Tolles Gimmick: Während der Bearbeitung schaltet der Bildschirm automatisch auf ein Live-Dashboard um und zeigt eine Tiefen- und Drehmomentkurve an.

Kleines Rechenbeispiel

Hier mal ein Beispiel, wie viel Leistung es für ein M20 Gewinde in 0815 Baustahl braucht. Der Suhner Rechner kommt hier auf etwa 1,3 kW und 42 Nm…
Nehmen wir einen typischen 1 kW Servo an mit ca. 3 Nm bzw. 9 Nm Spitzen-Drehmoment an, sollte in der Maschine also ein Getriebe mit 1:5 – 1:10 Untersetzung verbaut sein. Bei den angegebenen 200 U/min Drehzahl tippe ich auf 1:10, da ab der Nenndrehzahl von typisch 2.500 – 3.000 U/min das Drehmoment drastisch abnimmt.
Montage
Um die korrekte Ausrichtung zwischen Werkstück und Gewindebohrer sicherzustellen muss eine stabile befestigung her. Praktischerweise haben wir in der Mitte der Werkstatt einen 800Kg schweren Schweißtisch stehen, das permanente Zuhause der Gewindeschneidmaschine.
Damit die Maschine bei Bedarf schnell abgenommen werden kann bauen wir noch schnell eine Adapterplatte für den Schweißtisch. Das Raster beträgt 100×100 und besitzt 16mm Löcher. Bei Bedarf kann die Maschine somit auch an andere Stellen umgezogen werden.



Die 4x M10 Gewinde kann die neue Maschine dann auch gleich selber schneiden.

Und wenn man dann noch die Drehmoment-Überwachung einschaltet sowie die Maschine korrekt zum Werkstück einrichtet, geht das wohl auch ohne einen M10 Gewindebohrer abzubrechen…
Zugegeben, das war unnötig.
Hilft ja nix, also den abgebrochenen Gewindebohrer mit einem Dorn langsam rausdrehen/schlagen und Gewinde neu ansetzen. So trohnt sie jetzt stabil auf dem Schweißtisch verschraubt…
Zubehör
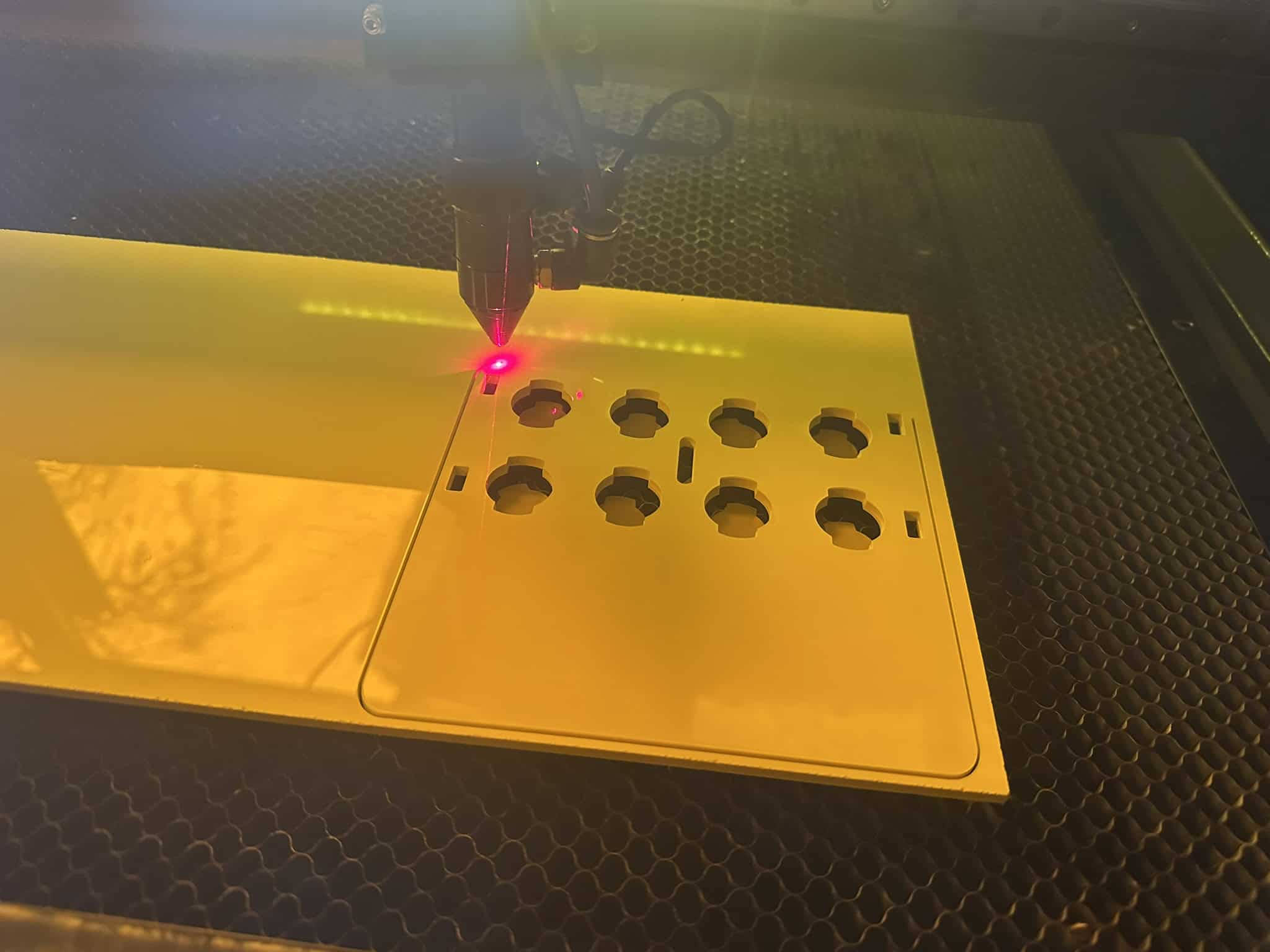
Gewindebohrer und Adapter sind aktuell in der Schublade der Werkbank(halb)insel verstaut, zur besseren Erreichbarkeit muss also noch ein Halter her. Wieso das nicht schon ab Werk eingebaut wurde ist mir schleierhaft…
Also schnell etwas in Fusion360 zusammengeklickt und den Laser angeschmissen. Weißes Plexiglas in 4mm war auch noch ausreichend vorhanden.

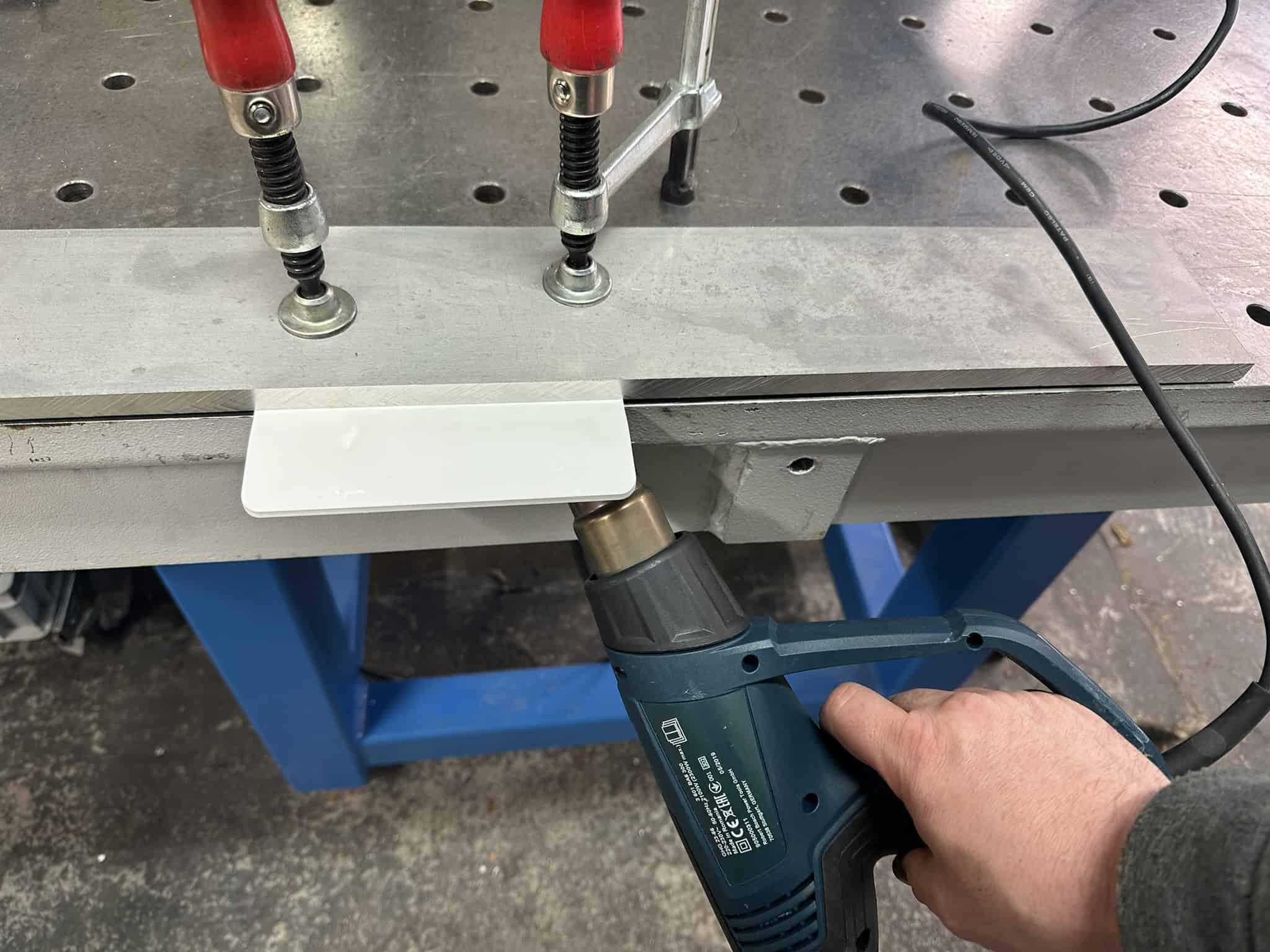
Erste Probe passt, also gleich weiter zum Biegen. Mangels einer richtigen Heißbiegemaschine geht es mit dem Heißluftföhn weiter.
Ich bohre eigentlich ungern in neue Sachen, aber hier ging es nicht anders… Bei aller Gelenkigkeit der Gewindeschneidmaschine, an ihre eigene Rückseite kommt sie leider nicht und so blieb mal wieder nur händisches bearbeiten mit dem Akkuschrauber.

Gedanken zum Eigenbau
Dank der breiten Verfügbarkeit von Komponenten schreit das Thema eigentlich nach einem Eigenbau. Da wir allerdings noch einige Projekte in der Pipeline haben, die auf eine Umsetzung warten, haben wir uns ausnahmsweise dagegen entschieden.
Hier trotzdem ein paar Gedanken dazu…
- 1 kW AC-Servo Leadshine/Stepperonline mit RS485 Ansteuerung –> 300 Euro
- Planetengetriebe 1:10 –> 80 Euro
- 3,5″ Touchscreen –> 30 Euro
- ESP32 –> 10 Euro
- GT24 Halter –> 20 Euro
Über RS485 lassen sich neben der Ansteuerung auch einige Parameter wie Stromaufnahme (Linear zum Drehmoment!) und diverse Statusmeldungen der Endstufe abfragen. Damit hält sich der Verkabelungsaufwand in Grenzen…
Der AC-Servo wird zu diesem Zweck im Torque-Modus (Drehmoment) gefahren, und ist damit unabhängig von der Drehzahl oder einer fixen Position.
Für die Oberfläche des Touchscreens würden wir SquarelineStudio nutzen, welches mittlerweile für private Projekte kostenfrei ist.
Mit relativ einfachen mitteln sollte sich so eine Gewindeschneidmaschine bauen lassen. Wenn mal wieder mehr Zeit ist begeben wir uns vielleicht mal dran…



