Nachdem immer öfter der Wunsch nach einem automatischen Werkzeugwechsel aufkam, vernünftige Zukauflösungen jedoch recht teuer sind, hat uns der Ehrgeiz gepackt und so entstanden die ersten Pläne für eine Hauptspindel mit automatischem Werkzeugwechsel in Größe SK30. Das „kleine“ Unterprojekt wird sicher noch etwas Zeit in Anspruch nehmen, ist aber um so interessanter!
Dieser Beitrag soll auch den Entwicklungsprozess darstellen. Daher werden Änderungen unten am Beitrag angehangen, d.h. für den aktuellen Stand ganz runter scrollen.
Konzept
- Antrieb
- Über externen 3 bis 4KW Servomotor
- Eventuell zunächst Antrieb über vorhandene 2.2kW Frässpindel
- Als Direktantrieb oder über Zahnriemen
- Spindel
Vierfach gelagertUpdate: Dreifach gelagert, Kostengründe und geringe Kräfte- Evtl. Sperrluft
- Werkzeugwechsel
- Aufnahmen/Kegelgröße SK30 nach DIN 69871 / Zugbolzen nach DIN 69872
- Spannung über Feder, Spannkraft ~ 1300N
- Pneumatischer Werkzeugwechsel über doppelwirkenden Zylinder
- (Pneumatische Kegelreinigung)
- Überwachung
- Werkzeugwechsel überwacht über Endlagen der Einzugstange (Kegel „Leer“ und „Voll“)
- Positionsüberwachung des Ausdrückzylinders
- Temperaturüberwachung der beiden unteren Spindellager
- Stillstandsüberwachung (Eventuell über Frequenzumrichter / Sicherer Halt)
Aufbau
Erster Entwurf:
- Blau: Grundkörper
- Grün: Hauptspindel
- Gelb: Riemenkasten
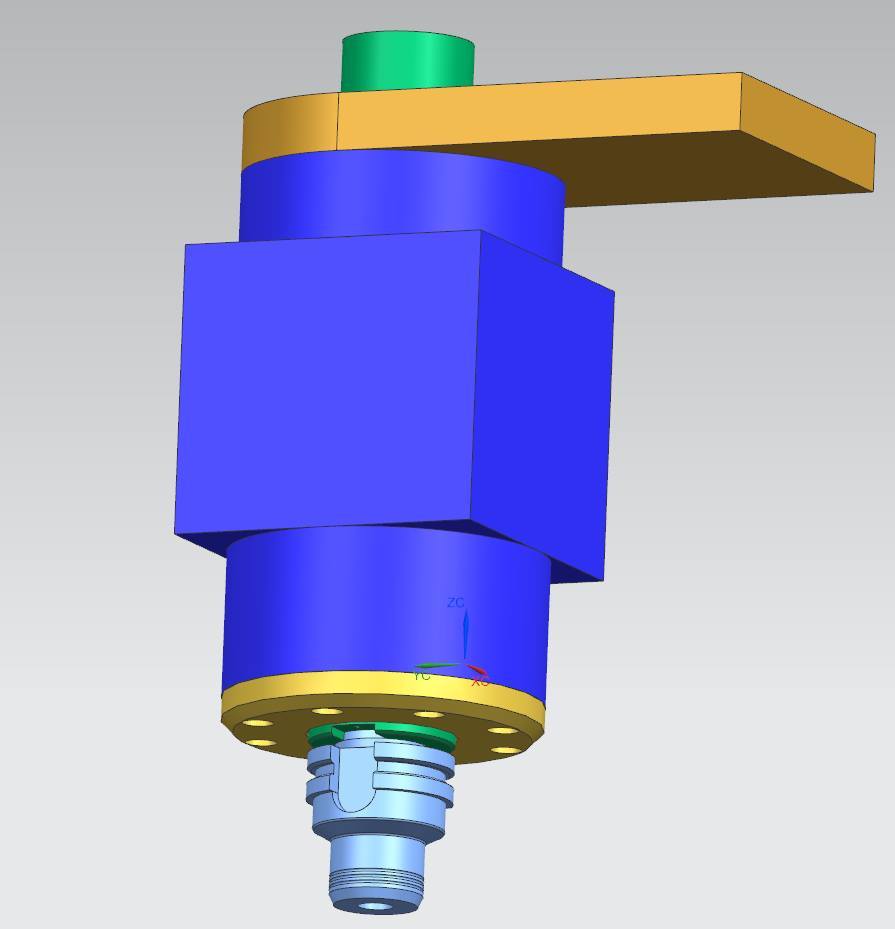
Gegen das eindringen von Staub und anderem Schmutz gibt es eine einfache Labyrinthdichtung mit etwa 0,1mm Spaltmaß. Über Sperrluft denken wir noch nach. Hierbei sorgt ein leichter Überdruck im inneren der Spindel für noch mehr Schutz gegen das Eindringen von Staub.
Lagerung
Als Lager kommen insgesamt 3 Hochgeschwindigkeits-Spindellager Bauform 71910/71909 in Präzisionsklasse P4A von FAG/SKF zum Einsatz.
Antrieb
Für den Antrieb gibt es momentan noch 3 verschiedene Ansätze.
- Verwendung der vorhandenen 2,2KW HF Spindel, welche über einen Riemenantrieb mit Untersetzung die Spindel antreibt
- Einbau eines 3 bis 4KW starken Servomotors, gekoppelt ebenfalls durch einen untersetzten Riemenantrieb
- Einbau des Servos mit Direktantrieb aber dafür über ein Getriebe
Bei Lösung 1 und 2 ist die Geschwindigkeit hauptsächlich durch den Riemen beschränkt. Im Hochgeschwindigkeitsbereich sind das etwa 50m/s Umlaufgeschwindigkeit.
Lösung 3 muss dafür um ein Ölbad erweitert werden, damit das Getriebe nicht übermäßig verschleißt.
Lösungen 2 und 3 haben den großen Vorteil von Positioniergenauigkeit sowie einer elektrischen Bremse. Somit sind indizierte Werkzeuge für z.B. Sonderanwendungen (Einwechselbares Tangentialmesser) oder sogar Gewindeschneiden möglich. Letzteres hängt allerdings auch am Drehmoment des Motors im unteren Drezhalbereich.
Zwischenstand Juli 2016:
Die Anzahl der Lager wurde von Anfangs vier auf jetzt drei reduziert. Die obere Lagerstelle hat eher stützende Wirkung, daher ist hier ein Lager völlig ausreichend um alle Kräfte aufzunehmen. Positiver Nebeneffekt ist das Einsparen eines Präzisionslagers, welche alles andere als günstig sind.
Für die ersten Tests wird die vorhandene Spindel adaptiert und die Verbindung über HTD-Zahnriemen ausgeführt. Bei Drehzahlen bis knapp 18.000 U/min kommen die Riemen an ihre Grenzen. Hier sollten Umlaufgeschwindigkeiten von über 50 m/s vermieden werden oder es kommt zu frühzeitigem Verschleiß und starker Geräuschbildung.
Hier noch ein paar neue Bilder vom aktuellen (aber noch nicht finalen) Stand:
Zwischenstand August 2016
Bei beiden Lagern kommt die UL-Version zum Einsatz, d.h. Universallager, leicht vorgespannt. Diese können direkt gegeneinander montiert werden und haben dann eine definierte Vorspannung. Um im unteren Lagerbereich etwas mehr Steifigkeit zu bekommen habe ich mich für Distanzhülsen entschieden. Diese werden später gemeinsam überschliffen, damit sie ein identisches Höhenmaß erhalten um die Vorspannung der Lager nicht zu verändern.
Außerdem wurde der Wechsler insgesamt nochmal deutlich verkürzt um Gewicht und Einbauraum zu sparen.

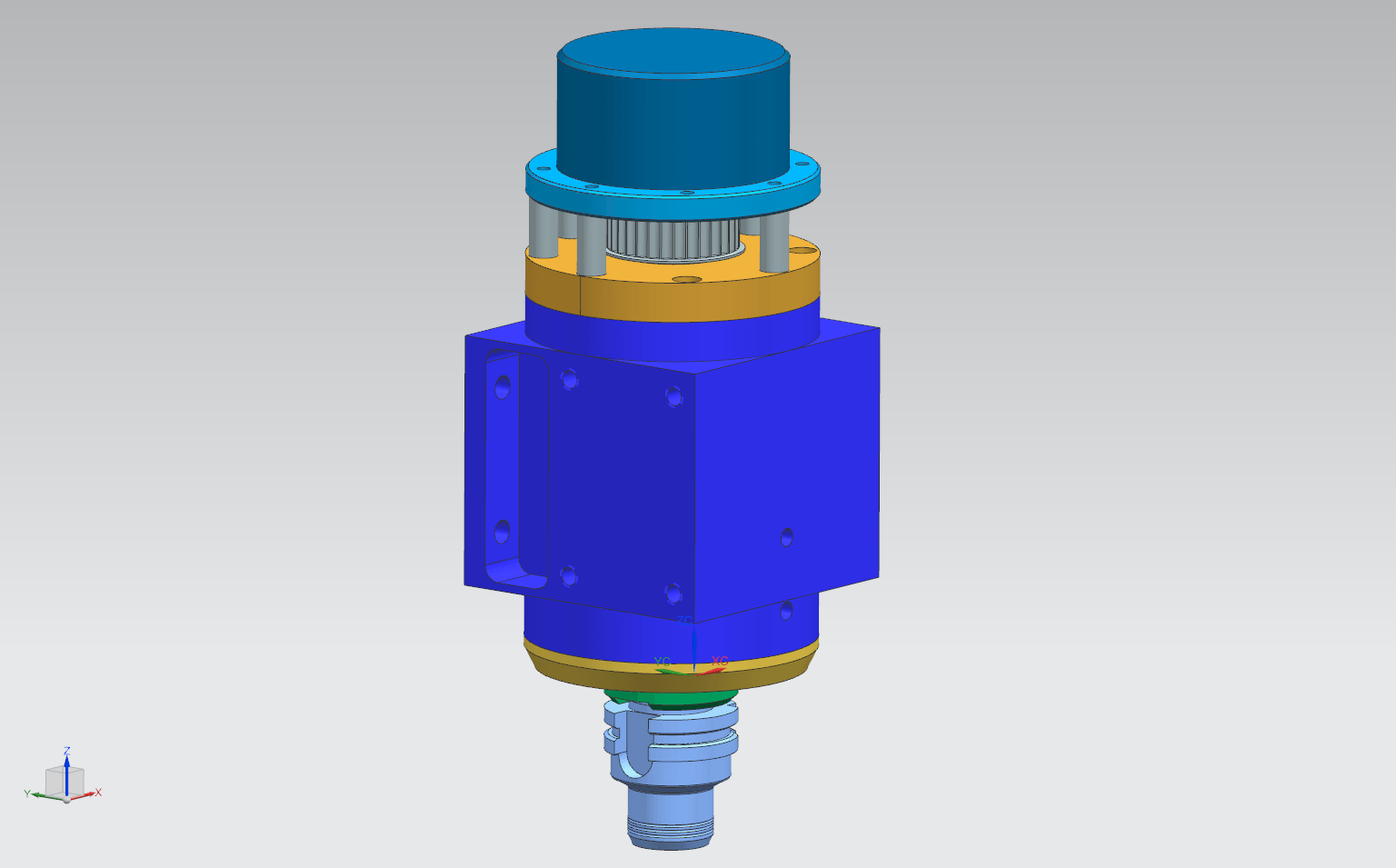
Mit montiertem Antrieb (erstmal über die bereits vorhandene 2,2KW HF Spindel):

Das obere Lager wird mit Hilfe einer Wellfeder vorgespannt, wodurch eventuelle thermische Längenänderungen kompensiert werden können.
Die Riemenscheibe wird gemeinsam mit einem Reduzierstück auf das obere Wellenende aufgeschraubt. Konstruktiv ist das nicht die schönste Lösung, aber Fertigungstechnisch einfach herzustellen.
Auf der Vorderseite befinden sich jetzt zusätzlich noch zwei Bohrungen in Höhe der Lagersitze. In diese werden Temperatursensoren montiert, welche eine Überwachung der Lagertemperatur ermöglichen. Auf eine Kühlung der Lager wird bewusst verzichtet, da bei korrekter Vorspannung und Einbau der Lager keine starke Reibung und somit Temperaturerhöhung auftreten darf. Ein Temperaturanstieg über eine gewisse Arbeitstemperatur (ca. 40°C werden erwartet) deutet auf ein Problem mit der Vorspannung der Lager oder der Schmierung hin. Generell ist es sehr wichtig den vom Hersteller angegebenen Einlaufzyklus einzuhalten. Dieser sorgt für eine gleichmäßige Fettverteilung im Lager wodurch stabile Betriebszustände erst ermöglicht werden.
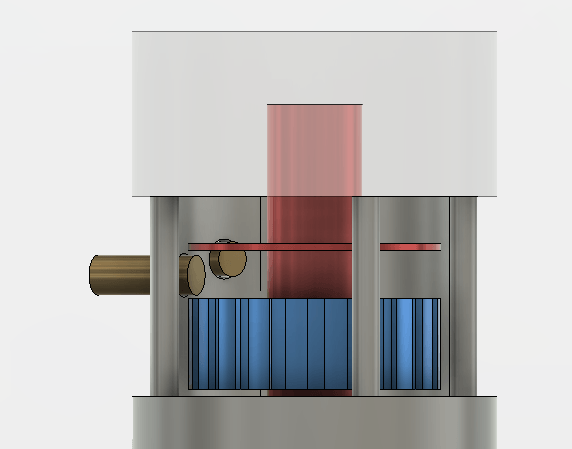
Das Federpaket wurde auch nochmals überarbeitet. Die Verbauten Tellerfedern haben bei eingespannter Werkzeugaufnahme eine Einzugskraft von ca. 1300N. Zum erreichen der Auswurfposition (ca. 8mm Verfahrweg) ist eine Kraft von ca. 2200N auf die Ausrückstange nötig. Der Pneumatikzylinder erreicht bei 6 bar Betriebsdruck eine Kraft von ca. 2650N.
Seitlich sind Gewinde angebracht, um den Halter für den Antriebsmotor zu montieren.
Auch über die Zustandsüberwachung haben wir uns Gedanken gemacht, damit Maschine und Werkzeugwechsler bei einem Fehler keinen Schaden nehmen. Hierfür werden zwei bis drei kleine induktive Näherungssensoren verbaut, welche die Position der Ausrückstange überwachen. Abgegriffen werden somit die Zustände
- „Leer“, d.h. kein Werkzeug eingezogen
- „Voll“, d.h. Werkzeug eingezogen
- Stillstand: Werden wir wahrscheinlich nach EN 60204 SS1 über den Frequenzumrichter ausführen. Alternativ ließe sich ein Hallsensor an der Spindel dafür verwenden.
Schema der Zustandsüberwachung:




Ich bin gespannt!
Ich suche auch schon längere Zeit nach einer vernünftigen sk30 Spindel.
Grüße Birger
Ps: bloß nich auf den Typen von youtube reinfallen
wen meinst denn? welcher typ von youtube?
Es gibt aktuell nur einen WZW mit SK30 für die Chinaspindel mit 2.2kw. Ich weiß wer gemeint ist, möchte hier aber keine Namen nennen. In der FB-Gruppe wir des öfteren über den Wechsler diskutiert und auch an den Bulldog-Maschinchen verbaut.
Hallo zusammen,
Zunächst ein großes Lob zu dieser Webseite. Ein sehr interessantes Projekt habt ihr da am laufen.
Ich bin derzeitig auch mit dem Bau eines Werkzeugwechslers für meine CNC beschäftigt. Auf die im Internet angebotenen Wechsler möchte ich nach einiger Recherche auch nicht mehr zurückgreifen, da Teilweise mit Einzugkräften von nur 70kg (ca. 700N) gearbeitet wird. Wenn man mal vergleicht mit welcher Kraft man den SK40 Kegel einer Deckel FP2 beispielsweise mit blosser Hand und dem M16 Anzuggewinde einzieht, kommt man auf ca. 2300kg (Randbedingungen: 20cm Hebelarm des Schlüssels und 100N Handkraft). In einem Imagevideo von OTT-Spanntechnik kann man kurzzeitig sehen dass die gemesse Kraft beim Werkzeugwechsel ähnlich hoch, also bei 23,2 kN, liegt (bei min 5:22).
https://www.youtube.com/watch?v=vxr1e1xm3K0
Für meinen Wechsler habe ich deshalb einen Tandemzylinder von Festo bestellt, in dem 3 Zylinder mit einem Tellerdurchmesser von 63 mm für ca. eine Tonne Ausrückkraft sorgen. Da die Zylinderkraft immer höher sein muss als die maximale Federkraft und die Feder in der Einzugposition schon nicht mehr maximal gespannt ist, kommt man aber auch mit diesem Aufwand nur auf ca. 530kg Netto-Einzugkraft. Es kommt auch darauf an wie groß der Hub zwischen Einzug- und Auswurfposition (von Konstruktion abhängig) ist. Je kürzer dieser erforderliche Hub gestaltet wird, desto Kürzer kann auch das Federpaket ausgelegt werden.
Man kann sich das in einem Kraft-Federweg-Diagramm gut deutlich machen.
(Leiderkann man keine Bilder anhängen…oder?)
Ich hätte vor allem aber noch folgende Frage: Was benutzt ihr für Riemen?
Alle Zahnriemenriemen die ich finden kann sind maximal bis 20.000 1/min zugelassen. Ich habe an meiner Maschine (https://www.youtube.com/watch?v=xVey0VlCPj0) auch die 2.2kW Spindel verbaut, aber habe keinen Zahnriemen finden können der die 24.000 1/min verträgt…
LG
Hallo Zilan,
vielen Dank für das Lob und diesen ausführlichen Kommentar!
Die Problematik mit der Einzugskraft ist nicht leicht zu Lösen, die hat mich auch länger beschäftigt. Die Auslegung dafür ist ein stetiges Spiel zwischen Baugröße, Federkraft und Federweg. Andererseits gilt es auch zu beachten in welchem Bereich wir uns mit der Maschine befinden. Bei Industriemaschinen wird mit SK30 oder SK40 Aufnahmen mit Zerspanleistungen gearbeitet, die man selten im „Hobbybereich“ anwendet. Um nur Holz oder mal Alu mit eher niedriger Leistung zu bearbeiten reichen vermutlich auch 700N Spannkraft aus. Ärgerlich nur, wenn es doch mal nicht ausreicht. Dann ist das Werkstück, Werkzeug, Werkzeugaufnahme und im schlimmsten Fall der Konus der Spindel hinüber.
Daher schließe ich mich da deiner Meinung an, dass die Spannkraft schon deutlich höher sein soll. Für SK30 soll die Industrievorgabe wohl bei ca. 4500N liegen (Info aus einem Forum, leider habe ich da bislang noch nicht mehr Infos zu gefunden). Ich werde auch noch meine Konstruktion auf einen doppelten Kolben umrüsten und stärkere Tellerfedern benutzen.
Ich glaube in einem Katalog von Conti habe ich die Angabe 50 m/s gefunden für die HTD-Riemen. Die Umlaufgeschwindigkeit ist vorwiegend vom Durchmesser der Riemenscheibe abhängig. Mit den aktuell geplanten Abmaßen liegen wir gerade noch so im akzeptablen Bereich.
Grüße, Fabian
Hallo Fabian,
Ich habe mich inzwischen gegen den Zahnriemen entschieden. Zwar wäre die Synchronisation „schön“, aber Gewindeschneiden wird man mit der Chinaspindel wohl eh nicht können. Ich habe mich damit abgefunden Gewinde entweder zu fräsen oder von Hand zu schneiden. Der Zahnriemen hat den gravierenden Nachteil, dass er bei hohen Umfangsgeschwindigkeiten enorme Geräusche verursacht, weil die Luft aus den Zahnlücken gedrückt werden muss. Die Frequenz bekommt man mit f=Umfangsgeschwindigkeit/Teilung heraus. Für meinen Antrieb ergäbe sich eine Frequenz von ca. 2200 Hz, die sehr unangenehm empfunden wird. Wenn sich die Frequenz dann noch mit einem Teil der Maschine überlagert wird es noch unangenehmer…
Neben der Umfangsgeschwindigkeit darf man auch nicht vergessen, dass der Zahnriemen wesentlich empfindlicher ist, was die Biegefrequenz angeht. Vor allem wenn man mit einer Spannrolle arbeitet, bedeutet das, dass der Riemen bei einem Umlauf 3 Biegevorgänge mitmacht.
Keilrippenriemen oder Flachriemen sind da weniger empfindlich, erlauben Umfangsgeschwindigkeiten bis 80 m/min und haben nebenbei auch noch einen besseren Wirkungsgrad. Deswegen habe ich mich entschieden zum Keilrippenriemen zu konvertieren.
Liebe Grüße
Zilan
Hallo Zilan,
das ist wirklich ein guter Hinweis. Ich hatte vor die ganze Spindel verschiebbar oder exzentrisch zu befestigen, um den Riemen zu spannen. Die Geräuschentwicklung hatte ich zwar im Kopf, habe sie aber nicht als so wichtig erachtet, aber da hast du recht. 2,2 kHz (oder etwas in dem Bereich) ist wirklich eine sehr unschöne Frequenz, die man wirklich nicht zusätzlich noch haben möchte. Da werde ich mir mal Gedanken drüber machen! Hast du zufällig eine gute Quelle für die Infos zu den Keilriemen in Bezug auf Biegeempfindlichkeit und Umlaufgeschwindigkeit?
Grüße, Fabian
Ich weiß nicht aus welcher Branche du stammst. Für Maschinenbauer ist der „Rolloff Matek Maschinenelemente“ das Standardwerk. Dort findet man Hinweise zur Auslegung aller typischen Komponenten von Maschinen. Lager, Tellerfedern, Riemen, Schrauben, Kegelverbinungen, Welle-Nabe etc…
Jepp, Maschinenbau ist mein Bereich. Die Maschinenelemente Bücher samt Tabellenbuch und Formelsammlung stehen auch stets Griffbereit 😉 Den Riemen habe ich halt bisher nur mal so rangebastelt, der war auch noch in keinster Weise sinnvoll ausgelegt, das kommt jetzt noch. Aktuell ruht das Projekt, da wir gerade erst einmal auf die angetriebenen Kugelumlaufmuttern umrüsten müssen.
Gruß, Fabian
Ich frage mich, ob man nicht ein großes Zahnrad auf die Achse setzen könnte. In das ließe sich dann für beliebig kleine Drehzahlen ein von einem zweiten Motor angetriebenes Ritzel schalten. Die HF-Spindel würde in dem dann im Leerlauf mitlaufen, und man könnte auch Gewinde bohren und große Fräser und Messerköpfe antreiben.
Hallo Jan,
prinzipiell ist das natürlich möglich. Allerdings benötigt ein Zahnradantrieb für eine Sinnvolle Standzeit ja eine Schmierung (Öl oder Fett), wodurch es wieder gekapselt werden muss. Dadurch wäre es wieder recht aufwändig.
Gruß, Fabian
Ich muss mich verbessern: 80 m/s.
Mir gefällt dein Projekt sehr gut und würde ziemlich genau Der Werkzeugwechsler sein den ich gerne hätte. Werden dafür irgendwann die Pläne verfügbar oder kaufbar sein?
Gruß
Alex
Hallo Alex,
Ja, die Pläne werden irgendwann verfügbar sein. Über die genaue Art der Veröffentlichung habe ich mir allerdings noch keine Gedanken gemacht;)
Vielleicht wird es auch den ganzen Wechsler zum guten Kurs zu kaufen geben.
Grüße, Fabian
Hallo Fabian,
dein projekt verfolge ich mit großem interresse.
momentan bin ich dabei privat eine cnc-fräse und den dazu gehörigen WZW aufzubauen.
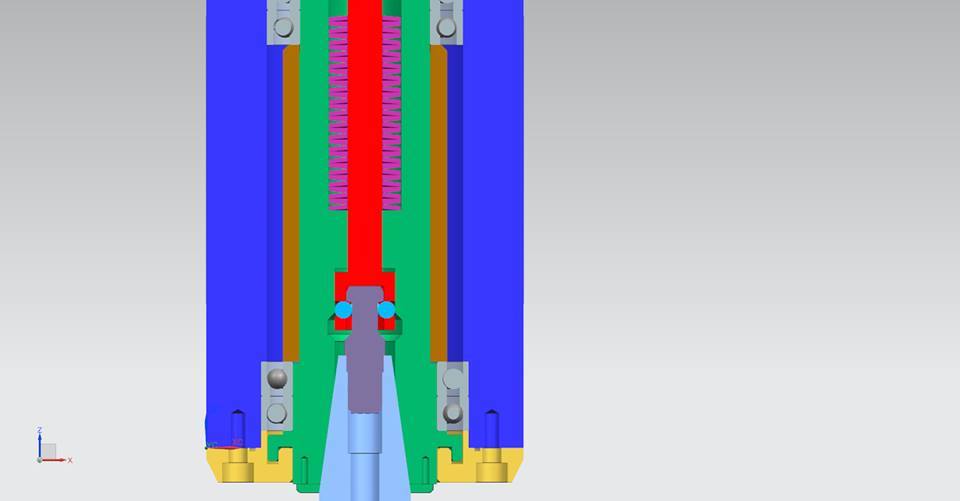
ich versuche noch immer eine funktionierende anzugsmechanik (siehe deine bilder: rot) zum einziehen und ausstoßen des werkzeughalters zu konstruieren.
dein konstruktionsansatz für diese thematik würde mich brennend interessieren.
vielen dank schon mal!
Grüße
Thomas
Hallo Thomas,
Vielen Dank für dein Interesse an unserem Projekt!
Ich habe mich für die Variante mit den Kugeln entschieden. Eine andere Version wären Spannzangen, die um den Anzugsbolzen herum greifen. Diese sind allerdings schwieriger auszulegen und herzustellen.
Durch das ausrücken nach unten können sich die Kugeln seitlich bewegen und geben den Werkzeughalter frei. Gleichzeitig wird durch die Anzugstange der Werkzeughalter herausgedrückt. Nach dem einführen des neuen Werkzeughalters greifen die Kugeln wieder in die Rille des Anzugsbolzen, da durch die Bewegung nach oben die Kugeln wieder nach innen gedrückt werden. Ein Federpaket aus Tellerfedern sorgt dann für die benötigte Einzugskraft.
Ich hoffe, ich konnte dir alle Fragen beantworten;)
Grüße, Fabian
Hallo Fabian,
Hut ab vor deiner Leistung.
Ich bin gerade in den Kinderschuhen, was mein Fräsprojekt angeht und habe jetzt nochmal eine generelle Frage, die nicht ganz zum habe ich alle 3D-Daten mit der PTC Creo Student Version erzeugt, da ich das halt im Studium verwende und kenne, aber ich habe auch gelesen, dass ihr Autodesk Fusion verwendet.
Ist das für die spätere Verwendung, insbesondere mit Mach3, dann besser z.B. wegen der Kollisionsprüfung? Lieber mache ich das jetzt nochmal neu als später…
Ich hoffe auf jeden Fall noch weiter von euch zu lesen und wünsche viel Erfolg mit eurer Fräse
Grüße
Leon
Hallo Leon,
erstmal vielen Dank für die anerkennenden Worte!
Da haben wir uns anscheinend etwas undeutlich ausgedrückt. Wir benutzen Fusion 360 für die CAM-Aufbereitung sowie zum erstellen der zu fräsenden Teile. Die Maschine selbst wurde in Siemens NX (Uni-Lizenz) konstruiert. Prinzipiell kann man in Fusion über die .step Schnittstelle Volumenmodelle aus allen CAD-Systemen einlesen. Hier fehlt nur dann natürlich die Möglichkeit Teile nachträglich in Fusion zu bearbeiten/ändern.
Kollisionsprüfung nutzen wir zur Zeit nicht, aber hier sollte es auch egal sein, da müsste man auch mit den .step-Dateien arbeiten können (es würde mich sehr wundern, wenn das nicht gehen würde).
Wir wünschen dir natürlich auch viel Erfolg mit deiner Fräse!
Grüße, Fabian
Hallo Fabian,
Danke dir – toll übrigens, dass ihr euch wirklich auch die Zeit nehmt und alle Posts beantwortet.
Ich werde die nächste Woche dann mal ausprobieren, ob ich dann einen Probeklotz in Creo erstelle und als .step umwandeln und in Fusion dann als „fixture“ einsetzen kann – ich hatte zwar mal über eine „dynamische“ 4. und 5. Achse nachgedacht, aber wahrscheinlich werde ich 3 Achsen über Mach 3 dynamisch betreiben und dann einfach mehrere Modelle in mehreren Bearbeitungsstufen machen und dann das Modell #1 als „Halbzeug“ für Modell #2 nehmen und entsprechend ein paar Grad drehen.
Dafür müssen dann halt die drehbaren Vorrichtungen irgendwie ins Autodesk.
Grüße
Leon
Hallo Fabian,
das ist mal wirklich die erste WZW Spindel bei der einem DAU wie mir, sehr kompetent die Hintergründe gezeigt werden. Auch ganz besonders die Beiträge von Zilan. Da ich jedoch nur eine kleine 6040 China CNC Portalmaschine habe, ist für mich das ganze zu diesem Zeitpunkt etwas zu groß. Auf was müsste ich besonders achten wenn ich das Ganze an eine 1,5 kW Spindel machen würde.
***** Sterne dafür.
Danke und weiter so.
Hallo Uli,
Für eine kleinere Antriebsleitung sollte halt alles etwas kleiner gestaltet sein, angefangen bei den Werkzeugaufnahmen. SK30 ist schon eine nicht zu verachtende Größe für den Hobbybereich. Nachteil ist, dass SK20 oder SK15 nicht wirklich Normteile sind, daher findet man diese Aufnahmen eher selten. Vorteilhaft ist, dass du generell viel Weniger Material zum Bau des Wechslers brauchst und auch die Lager mit kleinerem Durchmesser deutlich günstiger sind 😉
Hallo Fabian,
interessates Projekt mit vielen Anregungen und Hinweisen, allerdings ist mir nicht klar wie die Kraft de Motors auf den Anzugsbolzen übertragen werden soll, nicht umsonst werden bei Linearführungen und Umlaufspindeln Kugeln verwendet, die haben eben den geringsten Reibungswiederstand. Für einen Schlauchanschluss ist das ja ok, aber bei einer Frässpindel habe ich da arge bedenken. Gibt es dazu Überlegungen oder eine Lösungen die ich nicht erkannt habe? Ansonsten Tolles Projekt mit Potential.
Hallo Bernd,
Ich hoffe garnicht! 😉
Spaß bei Seite, durch den Anzugsbolzen soll wirklich nur die Werkzeugaufnahme in die Spindel gezogen werden. Die Eigentliche Kraftübertragung fürs Fräsen sollte durch die zwei Nutensteine unten erfolgen (Die kommen in die Versenkungen in den Grünen Teil der Spindel). Alternativ, wenn nicht allzu hohe Kräfte beim zerspanen austreten, kann man die Kraft auch durch die Haftreibung im Konus übertragen. Dieser sollte jedoch normalerweise nur die Zentrierung der Werkzeugaufnahme darstellen.
War es das, was du meinst, oder habe ich dich da falsch verstanden?
Grüße, Fabian
Hallo Fabian,
du hast mich klar verstanden, aber ich war gedanklich wohl eher bei einem Schrittmotor der das Positioniren der Spndel schwierig macht, und hatte dann die Nutensteine übersehen mit einem Servomotor ist das ja kein Problem. Also alles gut und klasse Projekt. ich halte dich im Auge 😉
Grüße, Bernd
Servus,
alles sehr interessant.
Würdest du die Konstruktion nicht offen legen?
MfG
JD
Hallo JD,
bislang habe ich den Wechsler selbst nicht aufgebaut, das erfolgt sobald die Drehbank wieder läuft. So lange ich das ganze nicht selbst ausprobiert habe, möchte ich auch keine Pläne freigeben, in welcher Art auch immer.
Grüße, Fabian