Fast alle Anleitungen die ich im Netz zu dem Thema gefunden habe beziehen sich auf den Standard 2,2KW FU HY02D223B. Die SL Serie bietet jedoch mehr Funktionen und Anschlüsse.
[toc]Bedienung
Um die Einstellungen vorzunehmen:

- FU mit Strom versorgen, kurz warten bis er hochgefahren ist
- PROG/ESC drücken
- Mit den Pfeiltasten die Gruppe (z.B. P0) wählen
- DATA/SET drücken
- Mit den Pfeiltasten den Paremeter (z.B. P0.1) wählen
- DATA/SET drücken
- Mit den Pfeiltasten den einzustellenden Wert wählen
- DATA/SET drücken zum speichern
- PROG/ESC drücken um einen weiteren Parameter auszuwählen
Standardparameter
Vor dem Anschluss der Spindel müssen diese Parameter gesetzt werden.
[table “parts” not found /]Terminal Parameter
Hier geht es um die extrne Steuerung des FUs z.B. über Mach3. In der SL Serie lassen sich diverse Statusmeldungen und Eingänge frei auf 6 digitale Ausgänge (X1/X6), 2 digitale Eingänge (Y1/Y2) 2 analoge Eingänge (AI1/AI2) und einen analogen Ausgang (AO1) legen.
Neben Vorwärts/Rückwärts will ich die Frequenz einstellen können und wissen, wann die Wahldrehzahl erreicht ist. Ebenfalls möchte ich den Leerlaufzustand (z.B. beim Werkzeugwechsel) in meinen Macros verwenden.
[table “parts” not found /]Alle weiteren Parameter (von insgesamt 150) habe ich auf den Werkseinstellungen gelassen. Sobald ich das Kabel an der Spindel habe, wird wohl noch einmal etwas Optimierung von Anlauframpen etc. nötig sein.
Den Not-Aus Kreis binde ich später noch über das Wechslerrelais (Öffner) an (TA/TB/TC) um im Falle eines Fehlers die Maschine zu stoppen.
Verkabelung
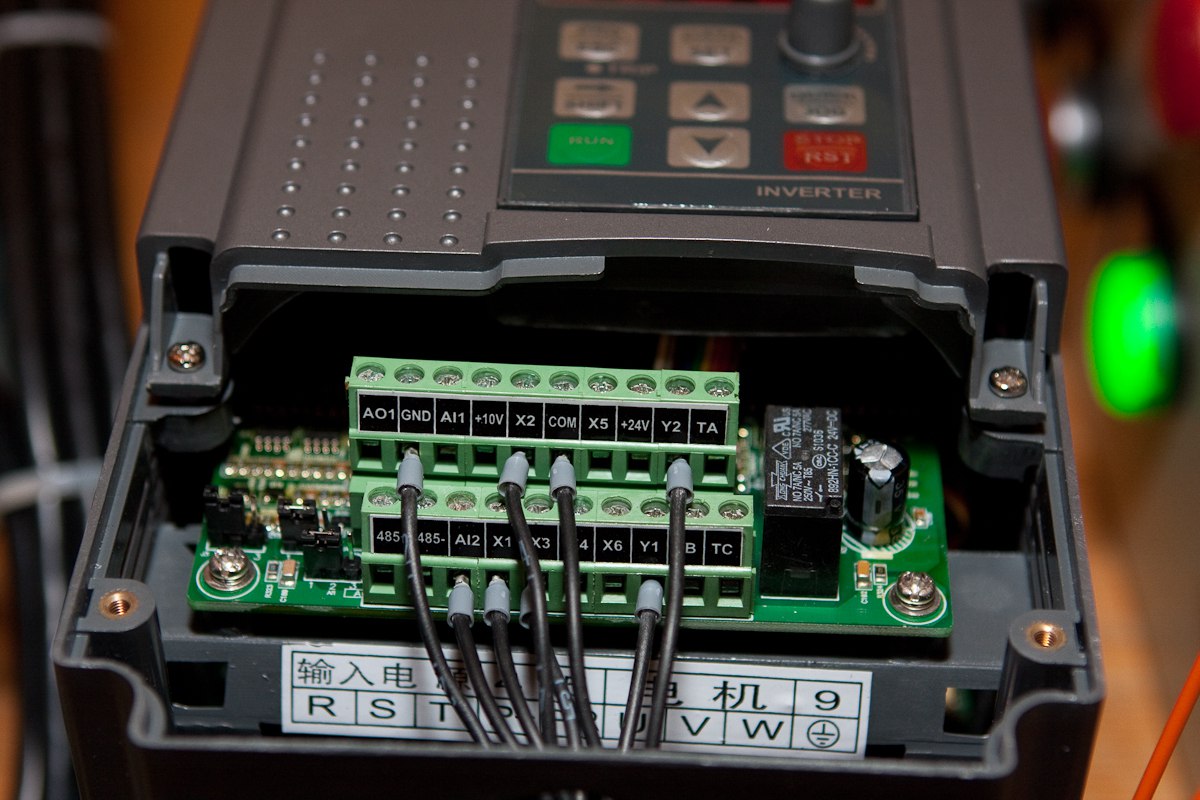
GND > analoger Ausgang, Klemmen2 oder 8 der CSMIO
AI2 > analoger Ausgang, Klemmen 1 oder 6 der CSMIO
COM > -24V
X1-X6 > Digitale Ausgänge der CSMIO
Möchte man die internen Spannungsquellen des FU nutzen um z.B. einen externen Taster oder ein externes Poti zu verwenden, können die Klemmen +10V und +24V der eingebauten Spannungsversorgung genutzt werden.
Testbetrieb
Noch ein wenig wild: Um die ganzen Klemmen, DIP Schalter und Steckbrücken besser erreichen zu können, wurde die Montageplatte des Steuerungsschranks nochmal herausgenommen.
Einbindung Mach3
Hier gibt es in der CSMIO Anleitung bereits eine gute Beschreibung (Kapitel 10.6 Spindel und Kühlung). Das wichtigste in Kurzform:
- Config > Config Plugins > CSMIO
- Special Functions
- Spindle DAC Enable aktivieren
- Analog Ausgang wählen
- Config > Ports and Pins
- Output Signals
- Output 1, Port 10 (CSMIO Digital Output), Pin 3 (Oder nach Wahl) für Spindel Start gegen den Uhrzeigersinn
- Output 2, Port 10, Pin 4 (Oder nach Wahl) für Spindel Start im Uhrzeigersinn
- Spindle Setup
- Disable Spindle Relays deaktivieren
- Die vorher gewählten Outputs einstellen. M3 = Im Uhrzeigersinn, M4 = Gegen den Uhrzeigersinn
- ModBus Spindle
- Enable aktivieren
- Reg 64
- Max. ADC Count 4095
- Output Signals
- Config > Spindle pulleys
- Maximale Drehzahl (Chinaspindel: 24.000 U/min eintragen)
UPDATE 21.06.2015
Nach ettlichen Anlaufschwierigkeiten beim Versuch die Spindel im Vektormodus in Betrieb zu nehmen habe ich noch einmal mit Hyria, dem Hersteller von Spindel und FU in China, gesprochen. Der Vektormodus funktioniert angeblich nicht mit der 2,2KW Spindel aus dem eigenen Haus. Warum man mir jedoch beides zusammen verkauft hat entzieht sich mir jeglicher Logik.
Aus einem britischen CNC Forum habe ich den Tipp erhalten auf einen Hitachi Vektor FU umzusteigen. Damit hat man auch bei sehr geringen Drehzahlen noch ausreichend Drehmoment. Hier hatte schon mal jemand mit den gleichen Komponenten Probleme…




Hallo André,
als „Laie“ möchte ich wissen, ob ich mit einem vorhandenen 2,2kW China-Frequenzumrichter eine 800W Chinaspindel ansteuern kann, ohne, dass es zu möglichen Schäden kommt. Leider habe ich im Gesamten Internet hierfür keine Infos gefunden.
Hallo Manfred,
Ja, das geht in der Regel.
Du musst den Frequenzumrichter entsprechend der Parameter auf dem Motor einstellen (u.a. den maximalen Strom). Bitte darauf achten, dass jeder Motor eine maximal zulässige Frequenz hat, welche nicht überschritten werden darf. Solche Angaben findest du in der Regel auf dem Motor selbst.
Gutes Gelingen!
André