Mit dem Thema 3D Druck beschäftigen wir uns bereits seit mehr als 10 Jahren. Angefangen hat damals alles mit dem MakerBot Replicator 3… Drucken war damals langsam, benötigte ziemlich viel Einstell- und Kalibrierarbeit aber funktionierte an sich schon recht zuverlässig. In den Anfängen unserer Werkstatt entstanden so eine Menge Teile für unseren CNC Eigenbau.
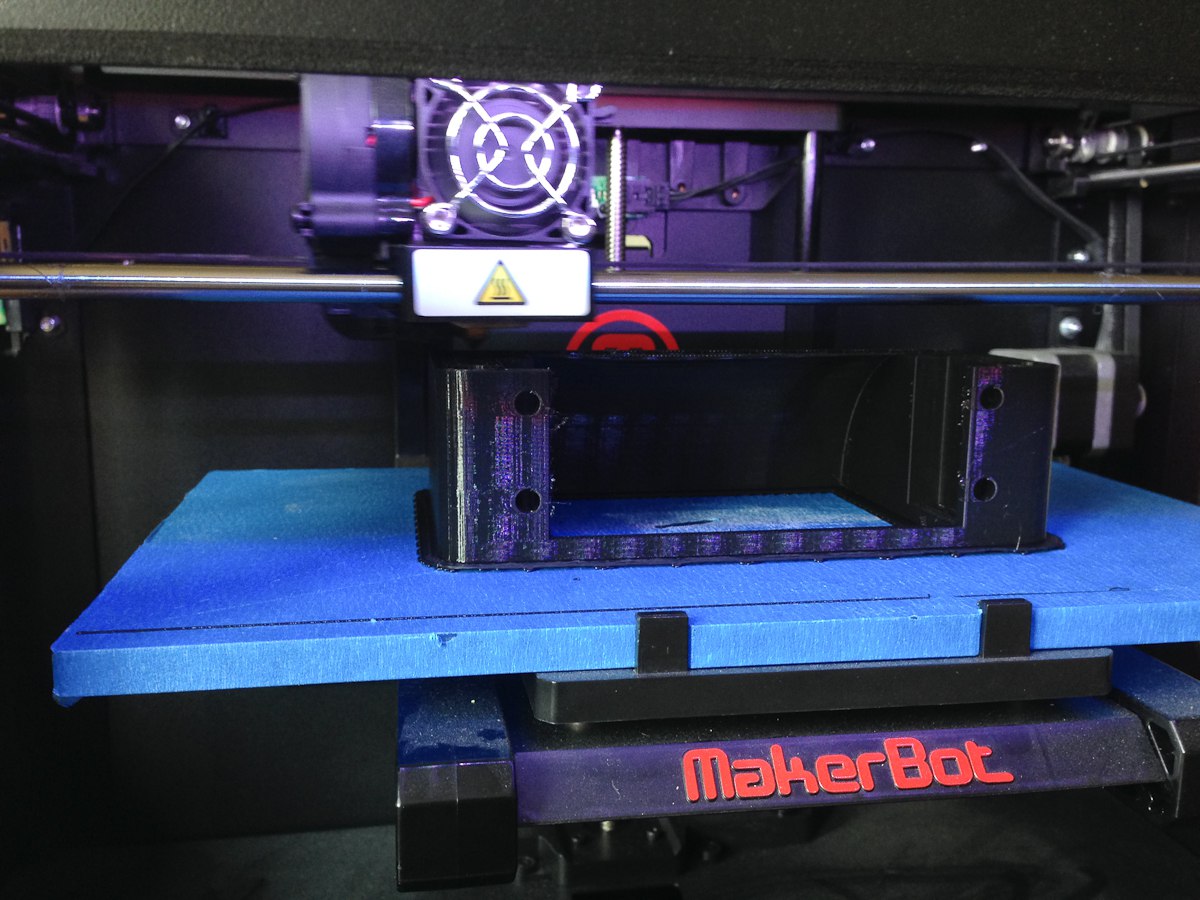


Später haben wir den Drucker noch um ein Heizbett und eine Glasplatte erweitert. Insgesamt hat die Maschine über 600 Druckstunden gesehen, lief bis zuletzt Tadellos. Dorch Treiber und Möglichkeiten entstrachen nicht mehr ganz dem Stand der Technik. Ein Umrüstungsprojekt auf mehr Rechenpower, BL Touch und digitale Treiber ist aus Zeitmangel irgendwann eingeschlafen…
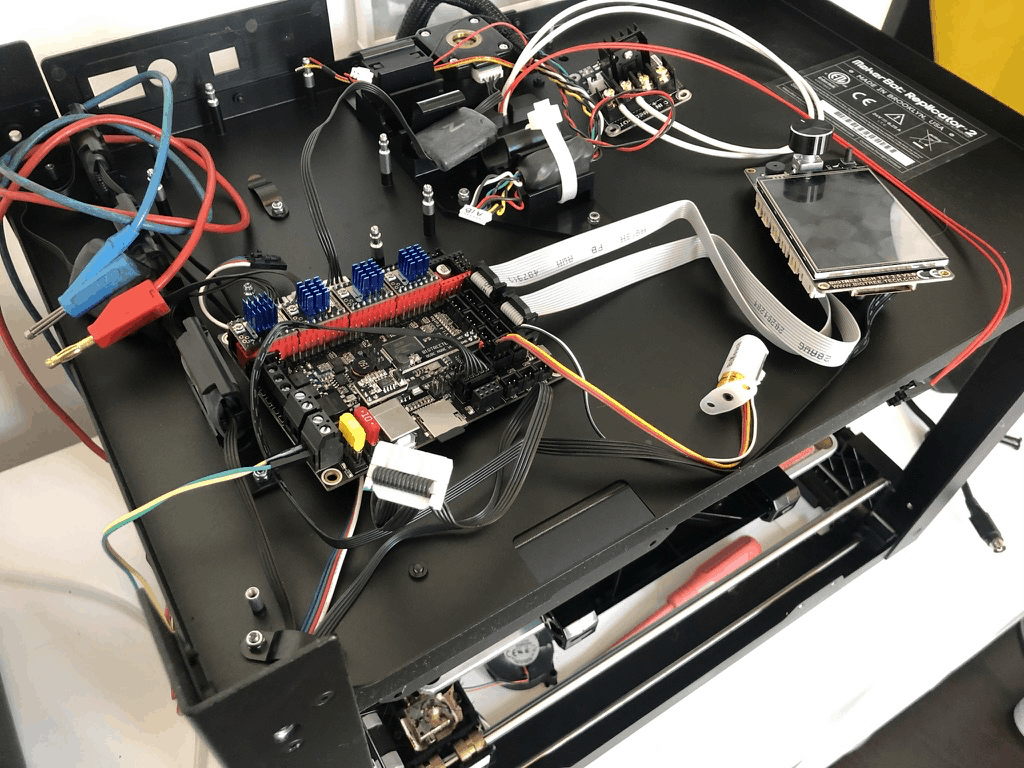
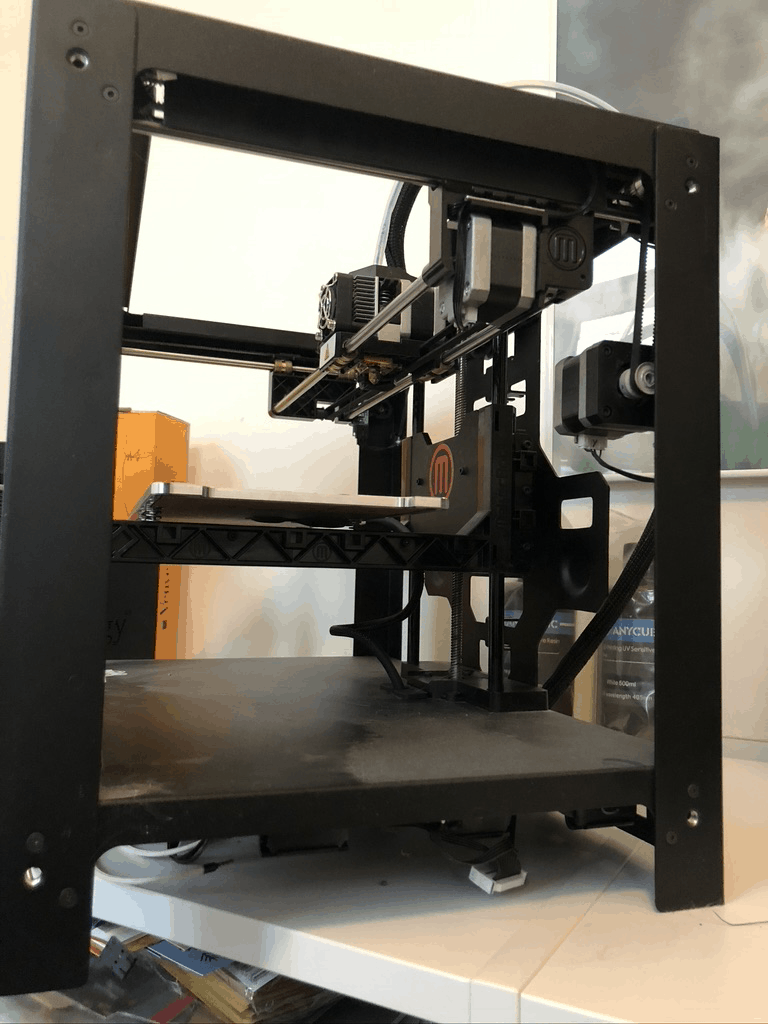
Später haben wir den Drucker noch um ein Heizbett und eine Glasplatte erweitert. Insgesamt hat die Maschine über 600 Druckstunden gesehen, lief bis zuletzt tadellos. Doch Treiber und Möglichkeiten entsprachen nicht mehr ganz dem Stand der Technik.
Ein Umrüstungsprojekt auf mehr Rechenpower, BL Touch und digitale Treiber ist aus Zeitmangel irgendwann eingeschlafen…
Stattdessen sind wir beide in Richtung Creality durchgestartet, Fabian mit einem getunten Ender3 Standard, ich etwas später mit dem dann verfügbaren Ender3S1. Mit den Druckergebnissen waren wir zufrieden und auch die Geschwindigkeit lag deutlich über dem gewohnten des MakerBot.

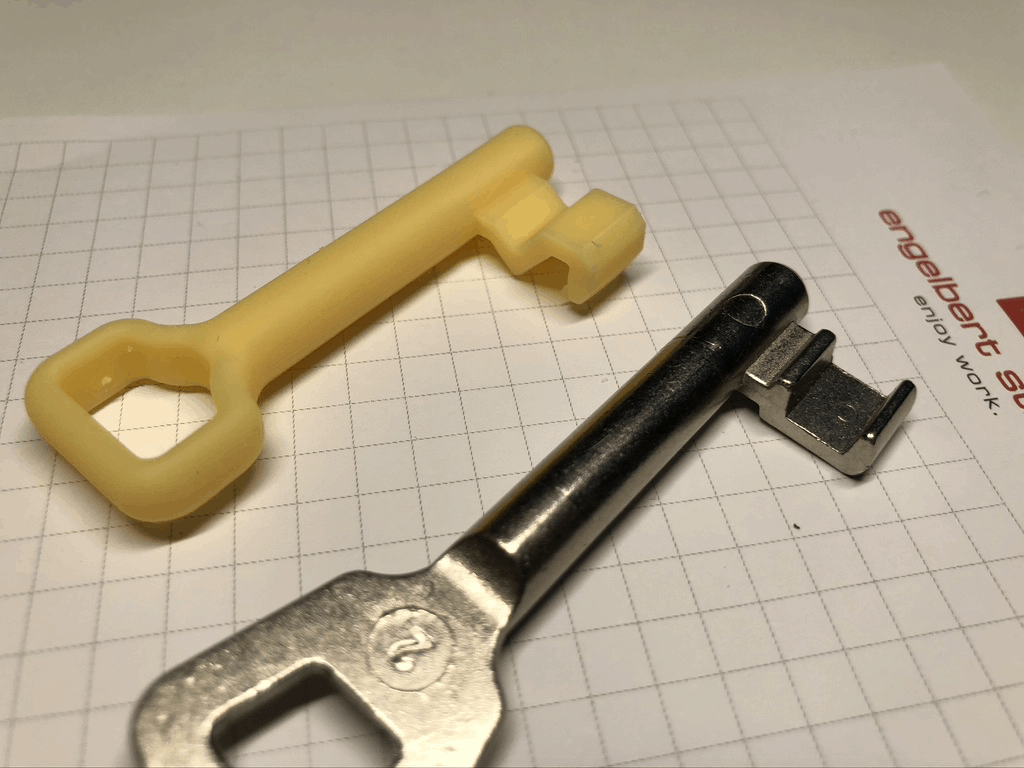
Dann gab es da noch eine Exkursion in den SLA Druck, die wir beide mit dem Anycubic Photon gestartet haben. Mittlerweile hat Fabian seinen Drucker verkauft, ich drucke ab und an noch etwas im SLA Verfahren. z.B. diesen verlorenen Zimmerschlüssel…

Bei allen Druckern und Verfahren die wir die letzten 10 Jahren durchlaufen sind, sind hauptsächlich Funktionsteile entstanden. Und auch in der Werkstatt haben wir den Drucker häufiger eingesetzt. Natürlich gab es auch mal das ein oder andere Dekoteil…
Immer wieder kam jedoch der Wunsch nach besseren Druckmaterialien auf. Glasfaser- oder Carbonfaserfilamente, Hochtemperaturfilamente oder auch mal TPU. Für viele dieser „Engineering Materials“ benötigt man neben einem Hochtemperaturextruder auch ein entsprechend heißes Heizbett und teilweise eine Bauraumheizung. PC, ASA, ABS, etc. um nur ein paar zu nennen.
Auch zwei unabhängige Düsen standen auf der Wunschliste… Womit sich verschiedene Materialien ohne Filamentwechsel verarbeiten lassen, wie z.B. Stützmaterial oder Farbmischungen.
Bambulab H2D
Am Ende stand die Wahl zwischen einem Raise3D (den nutzt Fabian bereits beruflich und kann viel Gutes davon berichten) und dem Warten auf den angekündigten neuen Bambulab Drucker. Geworden ist es dann der Bambulab. Allerdings in der Version ohne den (albernen!) Laser…
Mit fast 40Kg Versandgewicht und einer Verpackung stabil genug für einen Abwurf aus einem Flugzeug hat er nach einer knappen Woche Versand den Weg zu mir gefunden.
Grob ein paar Daten…
- FDM, Direktantrieb
- Zwei Düsen am Druckkopf
- 350 x 320 x 325mm Bauraum
- Beschleunigung 20.000 mm/s²
- Druckbett bis 120°C
- Düsentemperatur bis 350°C
- Bauraumtemperatur bis 65°C
- Gesamtanschlusswert 2,2kW
- Filamente unterstützt: PLA, PETG, TPU, PVA, BVOH, ABS, ASA, PC, PA, PET, Carbon/Glass Fiber Reinforced PLA, PETG, PA, PET, PC, ABS, ASA, PPA-CF/GF, PPS, PPS-CF/G

Druckleistung
Der Drucker ist gerade frisch in den Vertrieb gekommen, wir konnten uns gleich am Tag der Veröffentlichung ein Exemplar sichern und als einer der ersten regulären Kunden erhalten. Mittlerweile sind schon fast 40 Druckstunden runter.
Vom Druckergebnis bin ich mehr als begeistert. Hier ein Beispiel in Bambu PLA CF


Auch ASA und ASA GF haben wir bereits gedruckt, die Ergebnisse können sich sehen lassen.
Gedanken
Ja, Bambulab ist etwas in die Kritik geraten nachdem es Ankündigungen über ein Aussperren von Drittsoftware bzw. der Schließung des Ökosystems gab. Es ist aber weiterhin möglich mit dem Gerät ohne Cloud, eigenen Slicern und auch mit eigenen Filamenten zu arbeiten.
Kaufgrund für mich war jedoch – ähnlich wie bei Apple – die perfekte Integration von Soft- und Hardware zusammen mit passendem verbrauchsmaterial. Vom ersten Druck und der automatischen Kalibrierung an musste ich nicht viel zu einem perfekten Druckergebnis dazutun, außer das passende Filament in die AMS zu stecken. Den Rest haben Slicer und Drucker dann untereinander ausgemacht.
3D Druck ist für mich mittlerweile Mittel zum Zweck und ich habe leider nicht mehr die Zeit mit super tief in die Materie einzuarbeiten. Wenn ich Filamente wie ABS oder ASA-GF verarbeiten möchte, dann muss das einfach out-of-the-box klappen und nicht 5 Testdrucke und einige Stunden Parameter-Feintuning bedeuten.
Natürlich sind auch bei den aktuell 40 Druckstunden icht alle Drucke reibungslos verlaufen, da wäre z.B. das Bambu Stützfilament für PLA das einfach nicht richtig haften wollte… Das hat die Bilderkennung jedoch rechtzeitig erkannt, bevor die ganze Nacht lang sinnlos Filament verschwendet wird.

Bisher habe ich die Bambu-eigenen Filamente genutzt. Die sind preislich okay (PLA ca. 19EUR/Kg im Bulk Kauf), dank RFID Chip und Lesegerät im AMS aber super schnell eingewechselt. Um Profile und Tuning muss ich mir also keine Gedanken machen.



