Vor einigen Wochen begann unsere 2,2 kW Chinaspindel Startprobleme zu zeigen. Ohne manuelles „Anwerfen“ blieb die Spindel stehen und kurz darauf löste der Stromüberwachung des Frequenzumrichters aus. Glücklicherweise konnten wir von einem Freund eine gebrauchte 3,8/4,6 kW HSD Spindel mit automatischer ISO30 Spannung erwerben.
Die neue Spindel bringt in der Spitze 6,6 kW (knapp 8,9 PS) und selbst bei 60% Einschaltdauer (S6) noch 4,6 kW. Somit liegen wir bei mehr als der Zweifachen Leistung unserer Chinaspindel.
In diesem Artikel beschreiben wir einige Grundlagen unc Gedanken sowie unser Vorgehen beim Einbau der neuen Spindel. Vielleicht helfen die Informationen dem ein oder anderen bei der Wahl einer Frässpindel. Wieso? Weil über die Spindel bisher recht wenig im Netz zu finden ist und wir uns selbst solch eine Quelle gewünscht hätten. Die Infos in diesem Artikel basieren auf der Originalanleitung sowie unserem eigenen Wissen zu Elektronik und Maschinenbau.
Fabians eigenes Spindelprojekt wird damit jedoch nicht auf Eis gelegt! Für die nächste Maschine werden wir sehr Wahrscheinlich auf einen Eigenbau zurück greifen, dann jedoch angetrieben durch eine starken Servomotor und mit niedrigerer Maximaldrehzahl. Dann sind auch Stahl und Gewindeschneiden drin.
[toc]Bevor wir mit der neuen Spindel arbeiten können, müssen einige Änderungen an Maschine und den Schaltschränken vorgenommen werden. Hier unser Plan:
- Demontage Flüssigkeitskühlkreislauf und bestehender Frequenzumrichter
- Montage des neuen Frequenzumrichters
- Dreiphasige Zuleitung und Absicherung (3×16 A)
- Montage der Druckluftaufbereitung
- Einrichtung der pneumatischen Ventilinsel
- Verlegung des unteren Z Limit Sensors
- Bohrungen an der Z Achse anbringen sowie Montage der Spindel
- Ausrichtung der Spindel zu den Achsen
- Austausch des Kabelstrangs
- Verlegung der Absaugung nach außen
- Anschluss des Spindelsteckers
- Parametrisierung des Frequenzumrichters
- Testlauf
Technische Daten
Spindel
[table “” not found /]Frequenzumrichter
[table “” not found /]Der Frequenzumrichter ist ebenfalls als Gebrauchtgerät zu uns gekommen, sieht jedoch fast neuwertig aus.
Teileliste
[table “” not found /]Anschlüsse
In diesem Abschnitt geht es um alle Medienanschlüsse der Spindel.
Schema Elektro
In Kürze lässt sich der schematische Aufbau vom Netz bis zur Spindel wie folgt beschreiben:
Netz > Absicherung > RCD > Trennschalter/Hauptschalter > Netzdrossel > EMV Filter / Netzfilter > Frequenzumrichter > Motorleitung, >Frässpindel

Netz / Unterverteilung
Durch geschickte Wahl der Komponenten versuchen wir um die Absicherung mit 3x 32A herum zu kommen. Ob uns das gelingen wird, zeigt wohl nur der erste Praxistest.
Um den erhöhten Ableitstrom verarbeiten zu können muss ein zweiter RCD exklusiv für die Spindel eingebaut werden. Diesen klemmen dir direkt an die Unterverteilung der Werkstatt vor den RCD für die Steckdosen. In Kette geschaltet würde ansonsten trotzdem immer der RCD mit der geringsten Kennlinie auslösen.
Absicherung
Abgesichert wird mit einem 3 poligen Leitungsschutzschalter 16 A Typ „C“. Dieser ist besonders bei stark induktiven oder kapazitiven Lasten geeignet (Motoren, Kondensatoren, Schaltnetzteile), da er Einschaltströme des 5 bis 10 fachen seines Nennwerts erlaubt. Wenn das noch nicht ausreichen sollte bietet Typ K sogar das 8 bis 14 fache an Überlastfähigkeit.
Allstromsensitiver Fehlerstromschutzschalter (RCD)
In der Hausinstallation kommen in der Regel nur Fehlerschutzschalter (auch als FI bekannt) der Klasse A zum Einsatz. Diese arbeiten im Wechselstromumfeld und innerhalb eines gewissen Frequenzbereich.
Frequenzumrichter nutzen jedoch meistens einen Zwischenkreis mit Gleichspannung und modulieren die Ausgangsspannung bis in den Kiloherzbereich. Unser neuer Frequenzumrichter arbeitet z:b. bis 1.000 Hz, also 1 Khz. Um im Notfall, also einem Erdschluss, eine sichere Auslösung zu gewährleisten sind Fehlerstromschutzschalter der Klasse B oder besser notwendig.
Netzdrossel
Frequenzumrichter entnehmen den Strom aus dem Versorgungsnetz meistens nicht sinusförmig sondern je nach Lastanforderung in Stößen. Für das Netz bedeutet dies eine höhere Belastung durch einen erhöhten Effektivstrom. Abhilfe schaffen sogenannte Netzdrosseln (Englisch „Reactor“), welche vor den Frequenzumrichter geschaltet werden. Nebenbei reduziert sich durch die Drossel auch die Einwirkung hochfrequenter Schwingungen auf das Versorgungsnetz.
In unserem Fall kommen wir durch Einbau der Netzdrossel um eine Versorgung der Maschine mit 32 A herum. Der Bemessungsstrom kann durch die Glättende Wirkung der Drossel von 23,2 auf 15,2 A verringert werden.
EMV Netzfilter
Einfachere Netzfilter leiten die Störungen gegen PE ab, was jedoch in diesem Leistungsspektrum zwangsweise zu hohen Ableitströmen führt. Oft auch >30 mA, was wiederum zum auslösen des RCDs führt.
Um das zu umgehen gibt es zweistufige Netzfilter bei welchen neben den drei Phasen und PE auch der Neutralleiter angeschlossen wird. Der Ableitstrom wird dann über N abgeführt und die Zusatzbelastung auf PE fällt unter 30 mA. Entsprechend haben wir uns für den Dreiphasen-Netzfilter CNW 206/36 entschieden.
Gerade in Wohngebieten ist ein Netzfilter zwingend erforderlich.
Zwischenkreisdrossel
Sollte es trotz der o.g. Maßnahmen weiterhin zu Problemen bzw. Störungen des Netzes kommen kann zusätzlich eine Zwischenkreisdrossel verbaut werden. Diese sorgt für eine Glättung im Gleichspannungs-Zwischenkreis des Frequenzumrichters. Wir verzichten aber vorerst darauf.
Bremswiderstand
Der Bremswiderstand sorgt für ein schnelleres Anhalten der Spindel. Beim Bremsvorgang wird die in der Spindel vorhandene Rotationsenergie in Form von Wärme „verheizt“.
Zur Auswahl stehen typischerweise zwei Typen. Modelle mit hoher Dauerbelastbarkeit (ED 100%) oder Modelle mit hoher Spitzenbelastbarkeit. Unsere Wahl (Hitachi – PWR-R600-100) vertägt bei ED 15% 1,1 kW, jedoch auf Dauer (ED 100%) nur 0,3 kW.
Bei der Auswahl ist zwingend darauf zu achten, dass der minimale Widerstand (Siehe Anleitung Frequenzumrichter) nicht unterschritten wird, da sonst der interne Bremschopper beschädigt werden kann.
Motorleitung & Frässpindel

HSD verwendet von 3,8 bis ca. 12 kW den gleichen Anschlussstecker, über welchen der Leistungsteil sowie die Sensoren angeschlossen werden. Das spart Verkabelungsaufwand und lässt somit einen schnellen Austausch gegen eine Spindel mit anderen Leistungsdaten zu.
CNC Steuerung
Geschaltet werden müssen die folgenden Funktionen
- Spindle „ENABLE“ Signal
- Spindeldrehzahl 0-10 V
- Relais für den Lüftermotor
- Pneumatikventil für den Werkzeugauswurf
- Pneumatikventil für die Sperrluft
Auf der Eingangsseite sind 4 Signale wichtig
- Signal für ALARM
- Signal für Erreichung der vorgegebenen Drehzahl
- Überwachung ob Werkzeug gespannt ist
- Überwachung ob die Einzugstange voll ausgedrückt wurde
Schema Pneumatik
- Kreis für die Ausdrückfunktion, 7 bar
- Kreis für die Sperrluft sowie Kegelreinigung, 4 bar
Die Kegelinnenreinigung wird bei betätigter Ausdrückfunktion automatisch betätigt und speist sich aus Kreis 2. Im Betrieb wird durch Kreis 2 ein leichter Überdruck im Spindelgehäuse erzeugt, welcher das Eindringen von Staub und Flüssigkeit verhindert.
Vorbereitung
Druckluftaufbereitung
Die Druckluft für Sperrluft, Werkzeugauswurf und Kegelreinigung muss einigen Anforderungen genügen, um die Spindel auf Dauer nicht zu schädigen. Neben dem Wassergehalt (angegeben als Taupunkt) ist auch der maximale Ölgehalt vorgeschrieben. Bei zu hoher Feuchtigkeit entsteht Rost und bei zu hohem Ölanteil sammelt sich Öl im Keramiklager und kann dieses zerstören.
Durch die Kompression der Luft verdichtet sich auch die Konzentration von Schmutzpartikeln in der Luft. Bei den recht üblichen 8 bar (also absolut 9 bar) erhöht sich die Konzentration auf das Neunfache.
Anforderung an die Druckluft nach ISO 8573-1 (Angaben des Herstellers)
[table “” not found /]Grundsätzlich gibt es folgende Optionen bei der Trocknung:
[table “” not found /]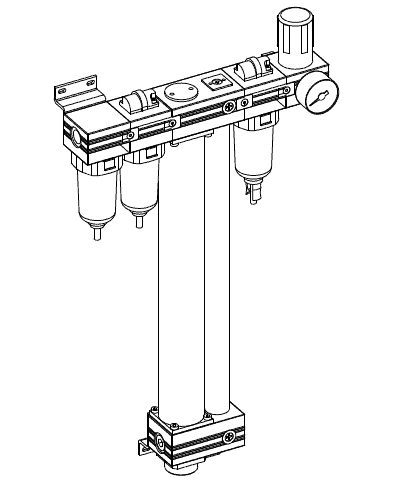
Wir haben uns für die Membrantrockner Kombination SF0020 von Donaldson entschieden, da diese am besten auf unseren Anwendungsfall passt und die Anforderungen des Spindelherstellers voll erfüllt.
Die Kombination besteht aus
- Zyklonabscheider mit Vorfilter
- Koaleszensfilter, welcher durch Glasfasern die im Gas gebundene Flüssigkeit und Öl extrahiert. Klasse 1 ISO8573-1
- Membranfilter zweistufig
- Aktivkohlefilter
- Druckregler
Montage
Auf der Rückseite der Spindel befinden sich zwei lange T-Nuten zur Montage. D.h. die Spindel muss rückseitig montiert werden. Alternativ kann eine Adapterplatte gebaut werden. In unserem Fall hat Fabian die Z Achse bereits passend konstruiert und eine Montage wird problemlos möglich sein. Aufgrund des hohen Spindeldurchlasses und der Konstruktion kann die neue Spindel von hinten montiert werden.
Zur Unterstützung der Z-Achse kommt ein Druckluftzylinder zum Einsatz.
Erster Start
Vorbereitung
HSD schreibt folgende Kaltstartsequenz vor. Damit sollen die Präzisionskugellager auf Temperatur gebracht und ein übermäßiger Verschleiß verhindert werden. Eine ähnliche Abfolge haben wir bereits bei unserer 2,2 kW Chinaspindel eingesetzt.
[table “” not found /]Werkzeugaufnahmen
Einen super Artikel zur Theorie des Auswuchtens findet sich hier. Bei den Aufnahmen ist auf die korrekte Wuchtgüte und maximale Drehzahl zu achten. In kürze werden wir die ersten 10 Aufnahmen erwerben, Details zu Auswahl und Kaufentscheidung folgen.
Werkzeugwechsel
Hier setzen wir auf die ausgezeichnete Umsetzung von Siggi (www.royal-cnc.de). Alleine die Werkzeugwechselfunktion in seiner Royal-CNC Software kommt auf mehr als 600 Zeilen Programmcode und wird mit künftigen Erweiterungen (Kettenmagazin, Greifer, etc.) sicher noch viel umfangreicher.
Werkzeugmagazin
Die erste Zeit werden wir uns mit einem simplen einreihigen Werkzeugmagazin zufrieden geben.
Alternative
Gerade bei Eigenbau und Hobbyprojekten die Frage der Fragen: Geht das nicht auch billiger?
Folgende Alternativen haben wir uns angesehen. Neben vollwertigen Spindel mit pneumatischer Werkzeugspannung gibt es noch sogenannte Vorsatzwechsler, welche als Verlängerung auf eine bestehende Rundspindel angesteckt werden können. Bauartbedingt fällt die Einzugskraft jedoch in der Regel äußerst gering aus, weswegen wir diese Variante von vorne herein ausgeschlossen haben.
3 kW BT30 Werkzeugwechselspindel vom Chinesischen Hersteller Rattm Motors
Diese findet sich bereits an der ein oder anderen Selbstbaumaschine in Deutschland (siehe Youtube).
Zu beziehen ist die Spindel aktuell nur über China, z.B. via Aliexpress. Mangels Prüfung und Zertifizierung dürfen die Spindeln hierzulande nicht ohne weiteres verkauft werden, was aber nicht grundsätzlich für ein fehlerhaftes oder gefährliches Produkt stehen muss! Inklusive Versandt und Einfuhrzoll bzw. Deutscher Steuer liegt die Spindel (mit Frequenzumrichter) bei ca. 2.100 Euro.
Fazit
Frässpindeln mit automatischem Werkzeugwechsel sind eine teure Angelegenheit. Gerade bei Sach- und Normgerechtem Anschluss bzw. Versorgung (Frequenzumrichter, Druckluft, Schutzbeschaltung, evtl. Kühlkreislauf, etc.) kommen zum Kaufpreis der Spindel noch eine Menge weiterer Kosten hinzu.




Hallo Andre
Ich habe mir auch eine HSD 915 gekauft , und möchte sie jetzt auch auf meine csimo-i-p-s anschließen . Vielleicht kannst Du mir helfen wo das Alarm Signal und die anderen Signale angeschlossen werden . Wer super.
MfG.
Hallo,
Guter Kauf. Der Alarmausgang (Pins 1 und 5) ist eigentlich ein einfacher potentialfreier NC Bimetallschalter, der bei einer bestimmten Temperatur öffnet. Belastbar ist dieser mit 48V 1,6A.
Entweder du nimmst einen der digitalen Eingänge der CSMIO oder dein Frequenzumrichter besitzt bereits einen entsprechenden Eingang. Alternativ lässt sich der Schalter auch in den Kreis eines Not-Aus Relais einbinden…
Bei teureren Spindeln gibt es anstelle des Schalters einen Sensor (Thermistor)
VG,
André
Danke Andre das hilft mir schon weiter, wenn Du mal Interesse hast deine Spindel mit einem Encoder nachzurüsten kann ich dir dabei helfen. Bei HSD würde es 2000€ kosten. Haber da ich mit der Firma wo die Encoder für HSD Herstellt zusammen Arbeite muss ich nur die Material kosten bezahlen. Und ich weiß wo sie hin kommt.
Gruß. Peter
Hallo Peter,
interessanter Gedanke, danke für das Angebot. Ich wusste gar nicht, dass man in die ES915 einen Encoder einbauen kann. Stellt sich mir die Frage ob der WJ200 Frequenzumrichter ein Encodersignal verarbeiten und sinnvoll auswerten kann. Hast du damit Erfahrung?
Grüße,
André
Hallo Andre
Das Encoder Signal geht über das csmio enc Modul , kostet 109€ und Du kannst dann alle Positionen immer wieder anfahren hast eine feste 0 Position und die Drehzahl wird auch Genau Bestimmt. Das ganze geht über ein Positrons Zahnrad mit einer O Fahne. Ich kann Dir ja mal ein bar Bilder zu senden.
Gruß. Peter
Hallo Peter,
habe auch die CSMIO und das CSMIO ENC Modul dazu noch eine selbstgebaute SK30 Spindel aus einem Asynchronmotor mit 3,7 Kw und Lenze Frequenzumrichter dazu Rechts und Linkslauf. Habe an der Spindel einen Encoder mit 2500 Impulsen mit Zahnriemen dran, aber das Synchronisieren zum Beispiel mit G84 Gewindeschneiden ohne Ausgleichsfutter bekomme ich nicht richtig hin.
Ich vermute das es ohne Servomotor mit Step und Dir Signalen an der Spindel nicht geht, oder würde das gehen mit einer HSD 915 und Encoder dann brauche ich die Nächstes Jahr, aber die ist doch auch nur ein Asynchronmotor oder bin ich da Falsch gewickelt, das es doch ein Synchronmotor ist der mit Frequenzumrichter gesteuert wird kenne mich damit wirklich nicht gut aus? Habe auch an meiner Fräse einen 10 Fach Wechsler aber halt nur zum ablegen ohne Zangen und Mitnehmer-steine da ich ja keine Spindelorientierung habe mit meinem Asynchronmotor. Ach ja der Encoder hat A+A- B+B- Z+Z- und das ENC Modul zeigt mir nur die 0-360 Grad an was ich ja brauchen würde zur Orientierung der Spindel das der Motor ja nicht kann, und die Drehzahl die auch nicht ganz Stimmt, wenn ich da 2000 U/min bei Mach3 einstelle kommt ca. 2085 U/min auf der Anzeige oder hat das etwas mit Mach3 zu tun das schon 9 Jahre alt ist? für ein bisschen Input wäre ich sehr Dankbar.
MFG Martin
Hallo Andre,
ich lese mit Begeisterung euren Blog, erstmal Hut ab und danke dafür.
Jetzt aber zu der eigentlichen Frage 😉
Worüber habt Ihre den SF0020 von Donaldson bestellt?
Danke
Gruß Kay
Ahoi Kay,
freut mich sehr zu lesen, dass dir unser Blog gefällt 🙂
Der Membrantrockner ist von eBay und stammte wohl aus den Ersatzteil-Lagerbestände einer Firma. Preis war ca. 250 Euro. Wenn du wie in unserem Fall nur eine Spindel betreibst sollte der Membrantrockner ausreichen. Ansonsten ist ein Kältetrockner wohl die bessere Wahl.
Grüße,
André
Danke für die Info, muß mal schauen, wo ich eine Alternative bekomme. Wahrscheinlich Ebay. Mal schauen
Eine Benachrichtigung gibt es nicht, wenn ein neuer Kommentar geschrieben wird, oder?
Hi Jungs, habe die Anleitung zur HSD Spindel auch durch. Werde mir die ES915 auch holen. Encoder wäre eine richtig geile Sache. Grüsse