Weiter geht’s mit dem Umbau des Schaltschranks für die neue HSD Frässpindel. In Teil 1 gibt es die ganzen Details.
Die restlichen Arbeiten an der Verkabelung waren mit Eintreffen der fehlenden Teile schnell erledigt.
[toc]Sitzt, passt und hat eben keine Luft mehr…
Bei den Einbaumaßen des Schaltschranks hatte ich die Abstandshalter vergessen, welche hinter der Montageplatte sitzt und für etwas Luft für herausstehende Schrauben sorgt. Aktuell lässt sich die Türe nur ganz knapp und unter leichter Gewaltanwendung schließen. Das Anschlussfeld der Netzdrossel sowie das Gehäuse des Netzfilters sind zu hoch… Also mussten die Abstandshalter raus und die Schrauben wurden mit dem Winkelschleifer plan geschliffen.

Erledigt!

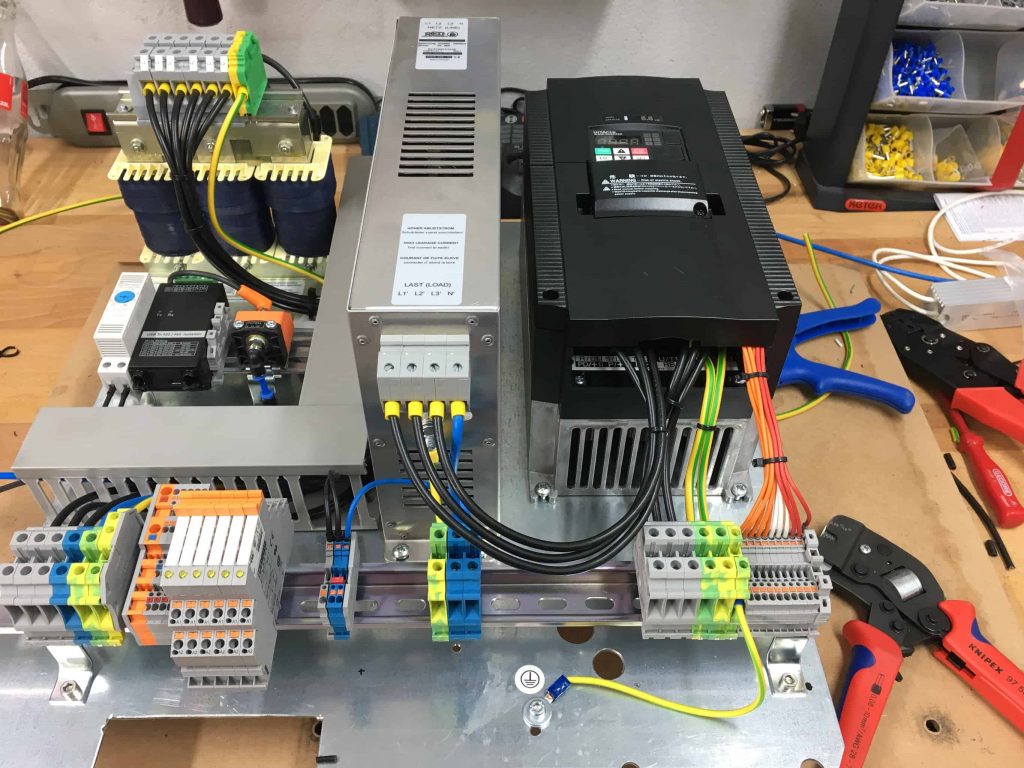
Umbau Netzspannungsverteilung
Um den Stromhunger der neuen Spindel zu stillen muss die Netzspannungsverteilung umgebaut werden. Die bisherige Spindel war nur über eine einzelne Phase mit 16 A „C“ abgesichert, zukünftig arbeiten wir mit 3 x 20 A „C“.

Auf dem Weg beseitigen wir außerdem einen kleinen Planungsfehler beim Aufbau des Schaltschranks. Für die Stromverteilung hatten wir anstatt der üblichen Phasenschiene mit Einzeladern gearbeitet. Das beschränkt jedoch etwas die Flexibilität beim aufteilen der Verbraucher.
Anbindung
Alle benötigten Kabel sind eingetroffen. Dank großzügiger Auslegung passt das neue 11,2 mm Kabel (Lapp ÖLFLEX® FD CLASSIC 810 12G 0.75mm²) ohne Bauchschmerzen in die Energieketten der X sowie Y/Z Achsen.

Etwas enger geht es im Galgen der Z Achse vor. Mit so viel Zuwachs hatten wir bei der Auslegung der Maschine nicht gerechnet

Beim Eintritt in den Schaltschrank wir das Anschlusskabel der Spindel über den Kabelschirm flächig geerdet. Grundsätzlich ist bei HF Anwendungen eine beidseitige Erdung angebracht, aufgrund des Kunftstoffsteckverbinders der HSD Spindel ist dies jedoch nicht so einfach möglich. Wir werden das Störfeld bei Gelegenheit mal überprüfen lassen.
Einbindung Modbus
Um die Einbindung des Frequenzumrichters über Modbus hatten wir uns länger gedrückt. Beim zunächst vorhandenen „China FU“ der Firma Hyria war die Dokumentation der Register nicht sonderlich akkurat und so war die Anbindung über die I/Os bzw. den Analogausgang der CSMIO Steuerung im endeffekt einfacher.
Mit dem Hitachi WJ200 sowie der deutlich komplexeren Spindel wollen wir uns nochmal an das Thema heran wagen.
Das soll in Mach3 eingebunden werden:
Eingänge
[table “” not found /]Ausgänge
[table “” not found /]Schaltschrankbelüftung
Damit dem Frequenzumrichter und seinen „Mitbewohnern“ im Schaltschrank nicht zu warm besitzt der Schaltschrank einen temperaturgesteuerten Filterlüfter mit 24 m³/h Förderleistung und erträglichen 30 dBA Lautstärke.
Mit der größeren Spindel ist auch mit deutlich mehr Abwärme zu rechnen, weswegen der Lüfter sowie der Luftaustritt gedoppelt werden sollen. Ob das wirklich nötig ist muss sich erst noch zeigen. Die Teile liegen jedenfalls schon mal hier und können schnell eingebaut werden.
Bedientafel
Für etwas mehr Bedienkomfort werden am Schaltschrank noch 3 Befehls- und Meldegeräte angebracht.
- Drehschalter „sicherer halt“ um bei manuellen Werkzeugwechseln oder Kontrollarbeiten ein unkontrolliertes Anlaufen der Spindel zu verhindern
- Leuchtmelder für Betriebsbereitschaft
- Leuchtdrucktaster für Fehler bzw. Reset
Die 22,5 mm Löcher kommen wie gewohnt mit dem Stufenbohrer in den Schaltschrank.
Aufräumen
Unter der Maschine sieht es im Moment noch ein wenig wild aus. Die Kabel und Leitungen müssen bei nächster Gelegenheit wieder neu gebündelt werden. So recht fehlt mir dazu aber die Motivation… unter der Maschine ist es sehr unbequem.





No Responses