Im konventionellen Drehen haben wir bereits etwas an Erfahrung sammeln können – mussten mit der CNC Drehmaschine aber kräftig dazulernen. Hier ein paar Erfahrungen und Erkenntnisse, die wir mit unseren ersten Teilen gesammelt haben.
ShopTurn
Beim Kauf der Maschine war mir ShopTurn oder eine vergleichbare Programmiermöglichkeit direkt an der Maschine wichtig. Klar kann man das auch alles zu Fuß in GCODE erledigne, mit grafischer Anzeige und Menüführung geht es aber deutlich besser von der Hand.

Konturen – Wir müssen immer noch ziemlich um die Ecke denken, aber langsam bekommen wir auch Teile mit kombinierter Innen- und Außenkontur schnell zusammengeklickt.

Kein Bluescreen aber im Ergebnis auch nicht viel besser. Zwei Simulationen haben die – nach heutigen Standard schwächliche – Steuerung überfordert und zu einem Fehlerbildschirm geführt. Nach einem Neustart ging’s dann wieder.
Kühlung
Ein eigenes Kapitel…

Kühlung ist unglaublich wichtig, gerade bei der Alubearbeitung sowie beim Gewindeschneiden. Innenkühlung haben unsere angetriebenen Werkzeuge nicht, etwas Verbesserung bringen jedoch einfach ausrichtbare Düsen. Die ollen Kupferröhrchen sind bei wechselnden Werkzeugen einfach zu statisch.

Die Maschine voreilig mit frischem KSS zu befüllen hätten wir besser nicht getroffen. Scheinbar war das System nicht richtig sauber und hat zusammen mit größeren Mengen Fremdöl für einen zähen KSS-Teppich gesorgt… die Bilder erspare ich euch.
So musste die ganze Suppe nach nicht mal einem Monat ausgetauscht werden. Immerhin hat der Systemreiniger einen angenehmen Geruch…

Damit das nicht all zu schnell wieder passiert haben wir noch einen Bandskimmer in die Wanne gehangen.
Parameter und Werkzeug
In diesem Bereich haben wir wohl die größte Lernkurve gehabt. Dank unserem Nachbarn, der selber beruflich jeden Tag an der CNC Drehmaschine arbeitet, konnten wir in kurzer Zeit eine Menge dazulernen.

AL7075 und jedes Mal steigt die Maschine nach 3/4 des Gewindes mit einem Überwachungs-Fehler aus.
Für das eigentliche Teil in 1.1237 wollten wir die Gewinde ungerne mit der Hand bzw. dem Flexarm schneiden müssen.
Lösung war ein Gühring Gewindebohrer und 0,1mm größer Vorbohren.
Wartung und Reparatur
Alte Maschinen brauchen oftmals mehr Zuneigung. Zwar haben wir die Geometrie noch nicht vermessen, konnten bei unseren bisherigen Teilen jedoch eine ausreichend hohe Wiederholgenauigkeit erzielen.

Von Anfang an nicht wirklich zuverlässig: Der Teilefänger. Angetrieben von einem mikrigen Pneumatikzylinder verhakt sich die Konstruktion scheinbar unweigerlich und öffnet mit teilweise einminütiger (!) Verspätung. Abgesehen davon, dass er dabei auch noch undicht ist und Unmengen an Druckluft verliert.
Wir haben den Teilefänger aktuell ausgebaut und werden ihn überarbeiten. Ein neuer Pneumatikzylinder ist bereits auf dem Weg.

Auch Befehls- und Meldegeräte muss man häufiger mal austauschen bei alten Maschinen. Die kleinen Glühbirnchen der Taster waren durch und wir haben gleich gegen LED und neue Eaton Taster getauscht.
Verbesserungen

Licht ist durch nichts zu ersetzen. Die Original-Funzel war schwach und obendrein im Schaltschrank abgeklemmt?! Hier muss ein Vampir vor der Maschine gestanden haben 🙂
So oder so musste etwas stärkeres her und so haben wir eine Led2Work Lampe eingebaut. Mit der sind wir bereits bei der DMU 50T gut unterwegs.
Werkzeuge und Spannzangen
Nicht zu unterschätzen, vor allem nicht in Sachen Kosten. Zumindest bei Gebrauchtmaschinen kann das Zubehör schnell an die Kosten der Maschine heranreichen…

Da wären erstmal die Spannzangen. Davon braucht man von 4-65mm zumindest schonmal einen vollständigen Satz, gefolgt von Sonderformaten für Sechseckiges oder Rechteckiges Material. Der Neupreis einer e185 (f66) Spannzangen liegt bei knapp 60 Euro, für höhere Präzisionen auch gerne mal bei über 100 Euro. Gebraucht ab 20-25 Euro.

Nächster Kostenblock – angetriebene Werkzeuge. Die gibt es in Radial und Axial. Wenn man komplexte Teile am Stück fertigen möchte ohne andauernd manuell umzuspannen, kommt man nicht um eine größere Investition herum. Ein Gewinde mit Senkung auf der Mantelfläche sind bereits drei Positionen…
Gebraucht kosten sie zwischen 200 und 500 Euro.

Eine Investition bei der ich noch nicht ganz vom Wert überzeugt bin ist die 3D Messuhr speziell für Drehmaschinen. Leider hat unsere Spinner keinen Messarm und so bleibt nur die manuelle Einrichtung… Das bedeutet jedoch erst einmal Spannzange auf 20mm tauschen, bevor die Messung beginnen kann.
Am Ende muss die Feinausrichtung sowieso über Probedrehen erreicht werden, aktuell überlege ich die Uhr wieder zu veräußern.
Teile
Und hier ein paar Teile, die bisher so von der Spinner gefallen sind.

1.1237 unlegierter Vergütungsstahl, Mantelbearbeitung in Form von drei M6 Gewinden.

Zentrier-Aufnahmen für ein Reifenwuchtgerät aus 7072. Unser erstes Teil mit Mantelbearbeitung (Bohrung und Gewinde).

Klassiker beim Drehen, der Weihnachtsbaum. Hier noch mit einem kleinen Butzen anstatt dem korrekten Radius. Wir lernen ja noch 🙂
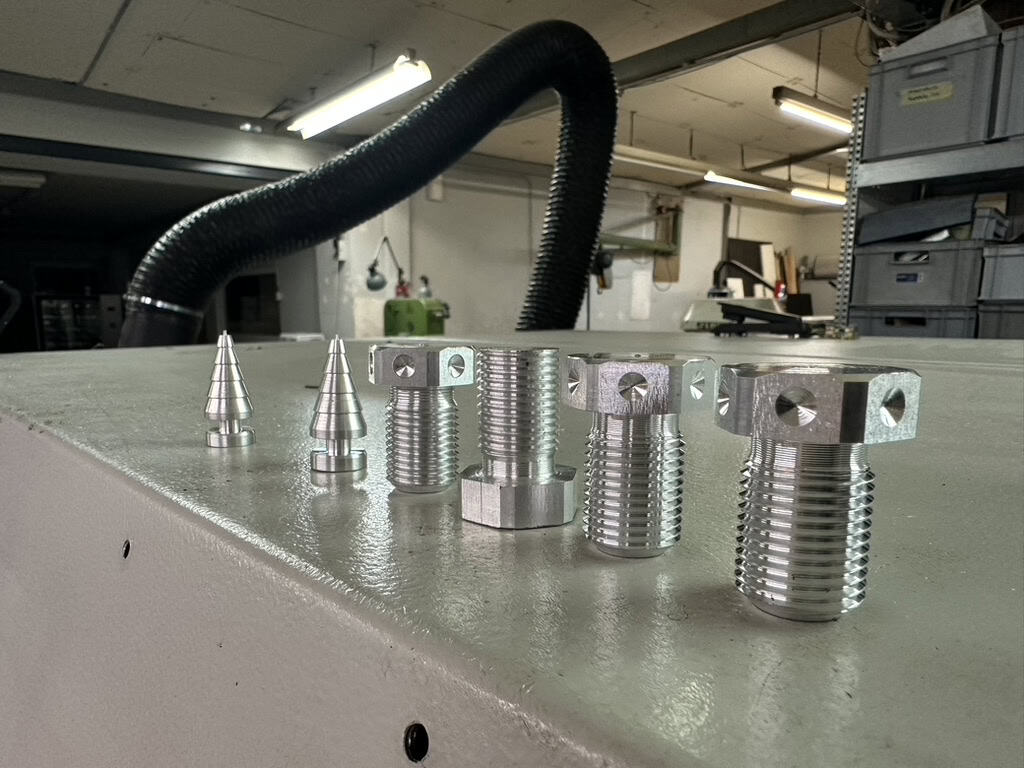
Und nochmal ein paar gemischte Tests in AL7075.



