Laserinterferometer, Glasmaßstäbe, Winkelnormale oder Richtlineal sind in den meisten Hobbywerkstätten eher nicht anzutreffen. Eine Idee wie man sich mit einfachen Mitteln trotzdem ein Bild über die Geometrie seiner Maschine machen kann stelle ich hier vor.
Vermessung der Z-Achse
Die Vermessung der Z-Achse bzw. der Höhenabweichung Tisch zu Werkzeug lässt sich mit einer Messuhr und Excel einfach bewerkstelligen.
Den GCODE für die Vermessung (100x100mm Raster) habe ich ebenfalls in Excel erstellt.
Wie wurde gemessen
Eine digitale Messuhr mit einer Auflösung von 0,005 mm und einem Messweg von 5 mm wurde mit einem Messstativ unter der Frässpindel montiert. Die Z Achse wurde dann bis auf 2,5 mm Messuhr-Ausschlag verfahren und genullt – dadurch lassen sich positive sowie negative Abweichungen messen.
Im nächsten Schritt wurden X und Y genullt und im Raster von 100 x 100 mm verfahren. Damit kein Fehler durch das Umkehrspiel / die Ungenauigkeit des Z-Antriebs unsere Messung stört wurde die Z-Achse nicht mehr bewegt. Ein wenig Öl sorgt für eine verbesserte Reibung zwischen Messtasterspitze und Maschinentisch.
Durch zeilenweises ausführen der Befehle wird nach für nach jeder Messpunkt angefahren.

Nun wird es spannend und bunt! Die gewonnenen Koordinaten werden in Excel in einem sogenanntes Flächendiagramm dargestellt. Zu einer X/Y Kombination gibt es immer einen Z Wert. Insgesamt wurden 130 Messwerte erfasst. Natürlich kann man das noch genauer machen, mangels Schnittstelle / Übertragungsmöglichkeit musste ich die Werte jedoch händisch ablesen. Die gesamte Erfassung hat ca. 1 Std. gedauert.
Und hier das Ergebnis.
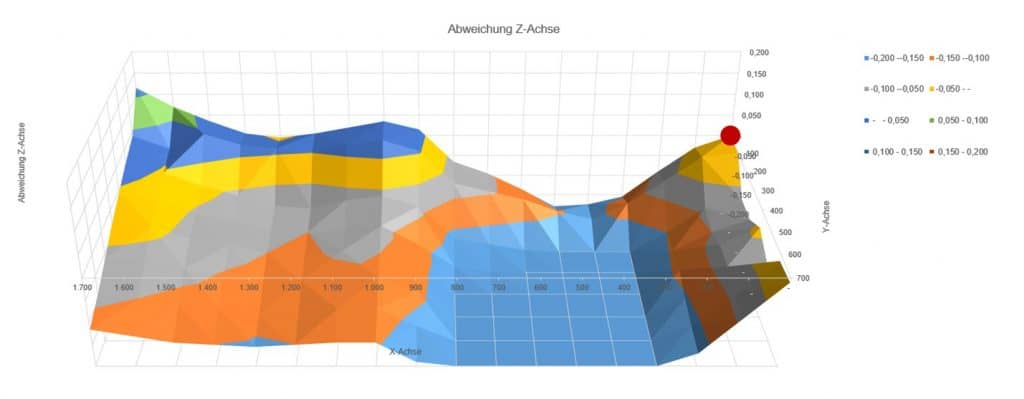
Wie ist das Diagramm zu lesen.
- Vom roten Punkt ausgehend (X0Y0) bewegen sich X und Y jeweils in positiver Richtung im Raster von 100 x 100 mm
- Zur besseren Ansicht ist das Diagramm 180° um Z gedreht
- Jedes Quadrat auf X und Y entspricht 100×100 mm
- Gemessen wurde jeweils an den Kreuzpunkten von X und Y
- Jede Farbschicht in Z entspricht 0,05 mm (5 Hundertstel)
Was bedeutet das jetzt?
- Minimum bis Maximum liegen auf der gesamten Fläche von 1.700 x 700 mm 3/10 Abweichung vor
- Im vorderen Teil der Maschine gibt es ein Gefälle von Links nach Rechts
- Die Abweichung in dem „hellblauen Tal“ (X800 bis X500 sowie Y700 bis Y400) liegt unter 0,005 mm.
Der 2. Punkt sollte sich relativ gut beheben lassen indem wir die Seitenwangen etwas anheben. Bei den Peaks aus Punkt 1 sind wir noch etwas unschlüssig – eventuell handelt es sich hierbei um einen Messfehler aufgrund der doch recht groben Rasterung. Diese Bereiche werden wir nochmal mit einem feineren Raster auswerten.



