An diesem Wochenende flogen die ersten Späne. Fabian konnte bei einem Kumpel dessen konventionelle Optimum BF 20 L Bohr-Fräsmaschine nutzen um die Linearführungen zu bearbeiten und ein Gehäuse für die Z Spindelmutter herzustellen.
Unsere 45er Linearführungen sind leider in Stücken zu jeweils etwa einem Meter geteilt und an den beiden Enden abgeschrägt. Um die Führungen auf Stoß montieren zu können müssen die Schienen also bearbeitet werden.Für noch mehr Verfahrweg haben wir für X und Y jeweils noch eine Führung geteilt. Insgesamt ergeben sich somit 2 Schnitte und 10 Seiten zum Planen.
Schritt 1: Mit der Flex wurde zwei der Führungsschienen durchtrennt.
Schritt 2: Hier noch der rauhe Schnitt der Flex. Mit 5/100 Zustellung und viel Kurbelei gehts der Oberfläche an den Kragen.

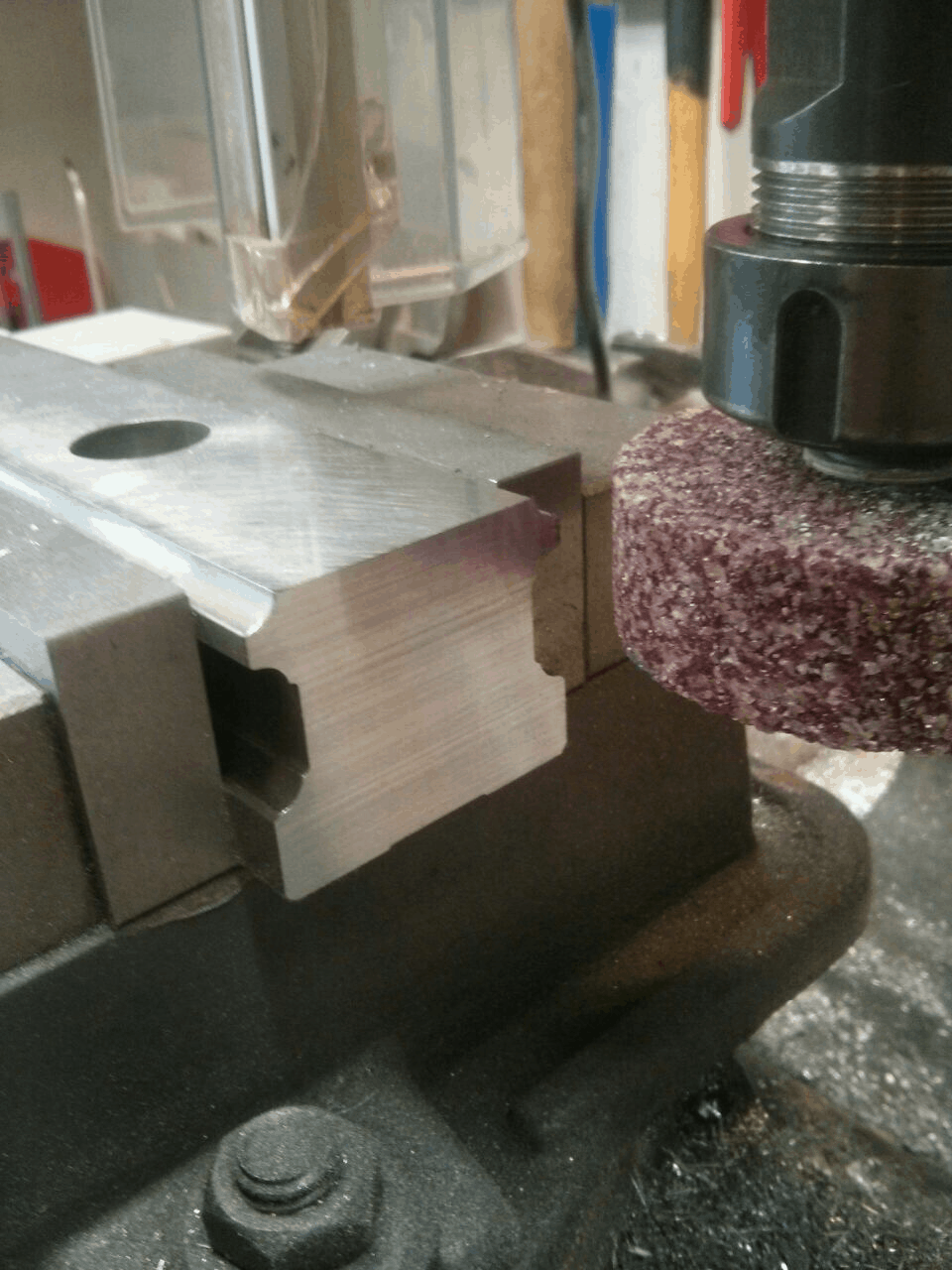
Schritt 3: Nach dem Fräsen dann noch Schleifen um eine höhere Oberflächengenauigkeit zu erhalten. Trotzdem die Linearführung nur an den Laufflächen induktiv gehärtet ist setzt das Material Fräser und Schleifer gut zu.
Schritt 4: Abziehen, um auch die letzten Unebenheiten an den Kanten zu beseitigen
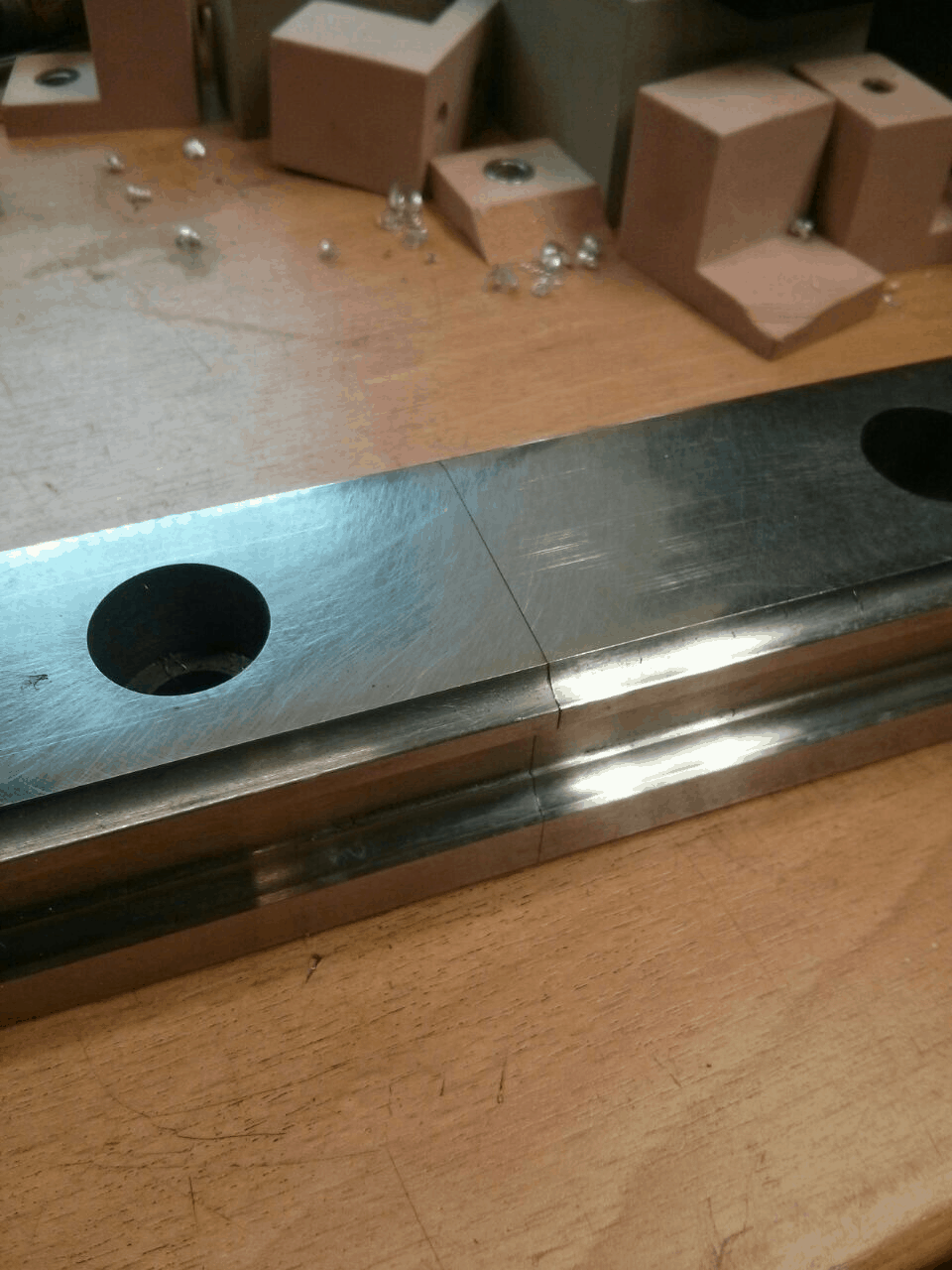
Das Ergebnis: Lässt sich sehen! Selbst auf der Tischplatte ein sauberer, kaum wahrnehmbarer Spalt. Für unseren Verwendungszweck sollte die Führung weder an Genauigkeit noch Standzeit einbüßen. Haarlineal und Lichtprobe sprechen ebenfalls für das Ergebnis.
Beim Einbau werden wir die Führungsschienen dann mit Schraubzwingen gegen eine gemeinsame Kante anschlagen. Nach dem Einbau werden wir berichten ob die Wagen sauber über die Stoßkanten laufen.