Wenn man sich einen Dinosaurier ins Haus holt… Alte Maschinen haben uns schon immer fasziniert, Inbetriebnahme und Betrieb sind mangels Support jedoch oft eine Herausforderung. Online mal eben eine Frage stellen gestaltet sich da gar nicht so einfach. Wir hatten Glück mit der Dokumentation unserer Maschine, denn es war alles im Original vorhanden. Nichts desto trotz waren unsere ersten Schritte mit der Maschine ein kleines Abenteuer…
Anschluss
Die Spannung stimmt, das Drehfeld steht auf Rechts und die Erdung ist durchgemessen. Zeit, das erste Mal den Hauptschalter umzulegen.


Nachdem die Maschine mit Strom und Druckluft versorgt wurde, wollten wir sie auch gleich testen. Die Druckluftanlage war noch nicht fertig, somit kam unser kleiner Minikompressor zu Testzwecken an die Maschine und es konnte los gehen.
Festgefahrene Situation – Entstörung Werkzeugwechsler
Dummerweise war der Kompressor ausgeschaltet und der Restdruck im kleinen Tank sank durch die Kegelreinigung direkt unter den Schwellenwert… Fehlermeldung, Abbruch des Werkzeugwechsels und Sperrung jeglicher Bewegung.
Normalerweise kein Problem, dafür haben Maschinen eine Wiederherstellungsfunktion.

Versuch 1: Neustart. Hilft oft, aber in diesem Fall lässt sich der Fehler nicht quittieren. Was aus Sicherheits-Gesichtspunkten ja auch Sinn macht… man will sich ja nicht unnötigerweise das Werkzeugmagazin amputieren.
Versuch 2: Handbuch aufschlagen, Zusatzheft “Steuerung”. Hier wird M77 beschrieben, eine Rettungsfunktion für den Werkzeugwechsel. Kein Erfolg, denn ich komme nicht dazu den MDI Aufzurufen.
Versuch 3: Google. Scheinbar kann man im I/O Menü durch Eingabe des Codes 78900000 das Service-Menü öffnen. Bei meiner Steuerung hat das jedoch keine Wirkung gezeigt.
Versuch 4: Nochmal Handbuch, diesmal im Hauptteil. Hier findet sich ein Hinweis auf einen Service-Schalter im Schaltschrank, S1. Steht dieser auf “1” zeigen sich im Soft-Key Menü am rechten Bildschirmrand zwei Buttons, um das Werkzeugmagazin manuell zu verfahren.

Die Lösung, dachte ich zumindest. Es bewegt sich nichts und die Fehlermeldung E24 konnte ich auch nicht Quittieren. Nach einiger Zeit rätseln und rumprobieren war die Lösung dann doch einfach – und logisch! Im Service-Modus lassen sich die Achsen in positive Richtung verfahren, jedoch nur extrem langsam, bei geschlossener Türe und wenn man den Freigabetaster hält. Nachdem die Spindelnase aus dem Gefahrenbereich war ließ sich das Magazin wie erwartet mit dem Soft-Keys auf seine Ausgangsposition zurückbewegen.
Danach S1 wieder auf “0” stellen, neu referenzieren und fertig. Eigentlich einfach – wenn man weiß wie.
Weiter geht’s!
Die MillPlus v330 besitzt bereits ein wenig Visualisierung und ist (bedingt) Grafikfähig. Gewöhnungsbedürftig ist die Bedienung trotzdem – hier hat sich in den letzten 24 Jahren seit Bau unserer DMU einiges getan.

Werkzeuge und Aufnahmen
Damit es dann bald mal los gehen kann mussten erst einmal Werkzeugaufnahmen und Werkzeuge für die Stahlbearbeitung her. Das ging bisher (sinnvollerweise) bei uns nur an der konventionellen Universalfräsmaschine, alle CNC-Werkzeuge waren bisher auf Aluminium ausgerichtet.
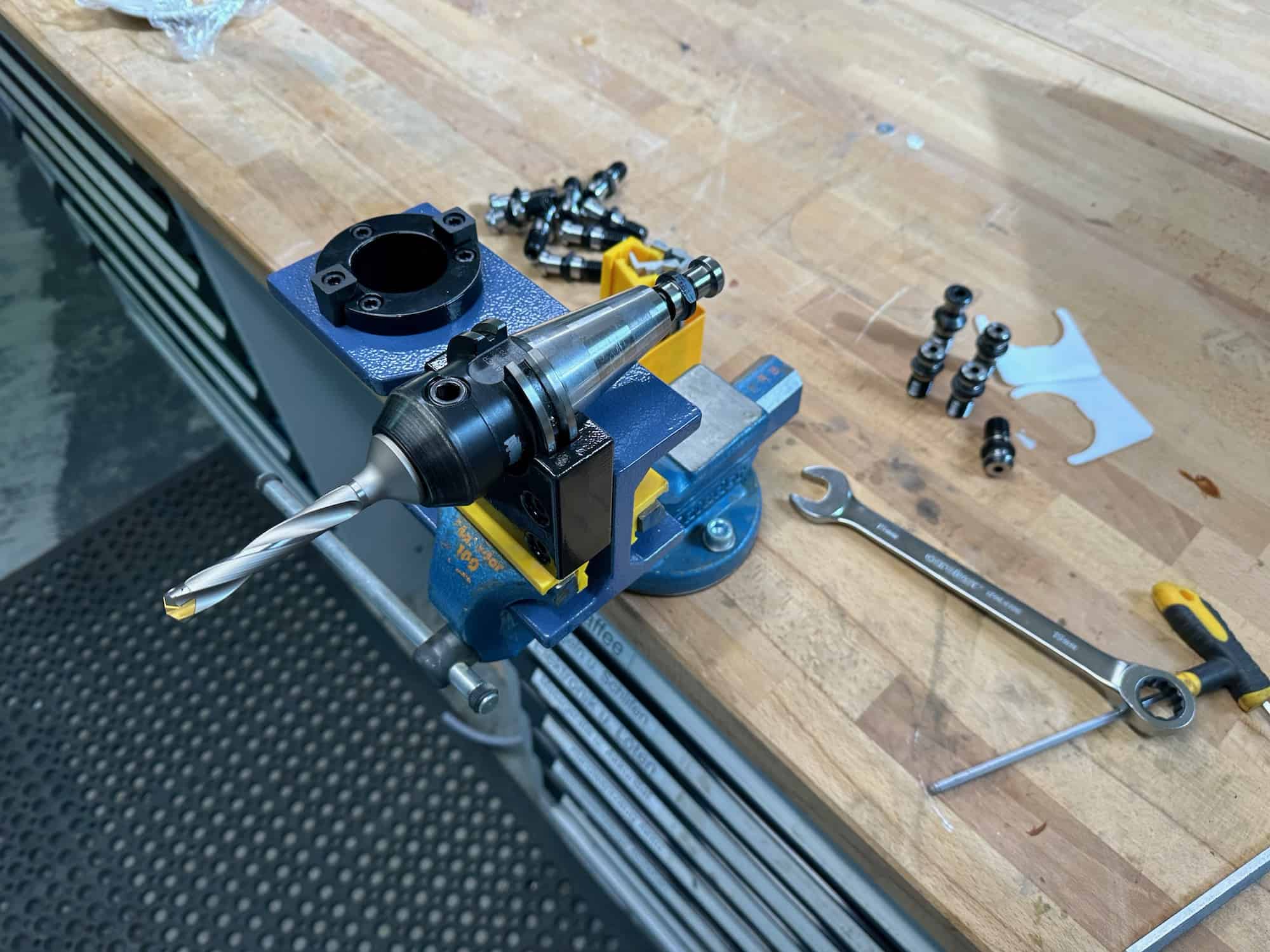
Durch etwas Gedult und Glück konnten wir in den Kleinanzeigen ein gutes Konvolut an Aufnahmen finden. Darunter Flächenspannfutter, Schrumpffutter und NC-Bohrfutter in gutem bis originalverpacktem Zustand. Insgesamt sind es nun 32 Aufnahmen.
Auch in Sachen Werkzeuge, hier speziell Messerköpfe/Planfräser, sind wir fündig geworden.



Damit die Maschine die Werkzeuge verdauen kann muss zunächst der passende Einzugsbolzen an die Aufnahme. Passt man hier nicht auf kann es zu Schäden an der Spindel kommen oder das Werkzeug fällt bei der Bearbeitung raus…
Mangels Maulschlüssel-Aufsatz für den Drehmomentschlüssel wurde nur “handfest” angezogen. 50Nm müssen es bei M16 sein, ich denke das sind es allemal geworden.

Beladung
Mit der Maschinenfunktion M46 lässt sich das Werkzeugmagazin komfortabel beladen. Die Reihenfolge dazu muss man strikt einhalten, sonst klappt es nicht:
- MDI für die manuelle Eingabe öffnen
- Türe schließen
- M46 eingeben und Start drücken
- Maschine fährt auf X0Y0Z0
- Werkzeugmagazin verfährt und öffnet die Abdeckung
- Türe wird entriegelt und kann geöffnet werden
- Werkzeugmagazin über Softkey-Tasten + Zustimmtaste drehen
- Werkzeug einlegen
- Türe schließen
- Start drücken, Magazin fährt zu

Einrichtung
Eigentlich hatten wir die zwei baugleichen Schraubstöcke mal für die Portalfräse gekauft, auf die neue Maschine passen sie jedoch auch ganz gut… Ist zwar kein Deutsches Premium-Hydraulikfabrikat, für unsere Zwecke sollten die Schraubstöcke jedoch trotzdem mehr als ausreichend sein.
Jetzt müssen wir uns nur noch ein paar auf unseren Maschinentisch abgestimmte Leisten zur Ausrichtung der Schraubstöcke anfertigen.

PS: Auf den Fotos sieht die Maschine etwas fertiger aus als sie ist… Mit ein wenig 2K Lack im Arbeitsraum sowie einer Aufbereitung der Scheiben sollte sie auch unter dem unvorteilhaften Licht wieder gut da stehen.
Irgendwas ist immer
Nachdem wir beim Aufstellen der Maschine die Tür-Notöffnung betätigt hatten, schließt diese jetzt nicht mehr. Zwar funktioniert die Türüberwachung, aber es findet keine Zuhaltung mehr statt. Das ist nicht weiter tragisch, führt aber beim unüberlegten Öffnen zum sofortigen Abbruch des aktuellen Programms (wir haben leider keine Betriebsarten 3/4…).
Durch ziehen an dem schwarzen Nippel lässt sich die Türe manuell entriegeln. So ganz habe ich die Mechanik hinter der Verriegelung ehrlich gesagt noch nicht verstanden… der Magnet zieht an, wirkt sich aber nicht auf den Verschluss aus. Mal sehen, ob wir noch hinter das Geheimnis kommen 🙂

MillPlus, wir kommen
Jetzt können wir uns mal etwas tiefer mit der Steuerung beschäftigen. Aus heutiger UI/UX Sicht ist die Bedienung etwas schwerfällig… andererseits stehen auch nur 66 MHz (!) Rechenleistung zur Verfügung, und das muss für die Maschine sowieso die grafische Oberfläche ausreichen.




