Und wieder eine Sammlung von all den kleinen Dingen, die es nicht in einen eigenen Artikel geschafft haben.
Werkzeugmagazin SK30
Bis zur finalen Lösung (z.B. in Form eines Wandregals, wie bei unseren SK40 Aufnahmen) dauert es noch etwas. Damit die SK30 Aufnahmen für die CNC Fräse nicht in der Gegend rum fliegen haben wir provisorisch einen kleinen Halter aus Multiplex gefräst.
Zugegeben, die Schrauben von oben sind nicht besonders hübsch, aber die Konstruktion ist stabil und zweckmäßig geworden. Aktuell besitzen wir 10 Werkzeugaufnahmen, erste Hochrechnungen haben einen Bedarf von insgesamt 22 Aufnahmen ergeben (jeweils für Holz, Alu, Schaumstoff). Tendenziell läuft es also auf ein großes automatisiertes Werkzeugmagazin hinaus…

Neben dem Regal befindet sich übrigens unsere neu erworbene Montagehilfe für die Werkzeugaufnahmen. Diese funktioniert mit Rollen und klemmt auch Aufnahmen ohne Mitnehmernuten.
Alu Fräserei
Alu war in Sachen Genauigkeit und Oberflächenqualität immer ein Knackpunkt beim alten X-Antrieb mit Zahnstangen. Für nennenswerte Vorschüben war der Antrieb einfach zu elastisch. Doch mit dem Umbau auf Kugelumlaufspindeln mit angetriebenen Muttern gibt es das Problem nicht mehr.
Langsam tasten wir uns an die Leistungsfähigkeit unserer Maschine heran. Hier und da muss nochmal etwas ausgerichtet werden, aber im Großen und Ganzen sind wir mit dem Ergebnis schonmal sehr zufrieden.
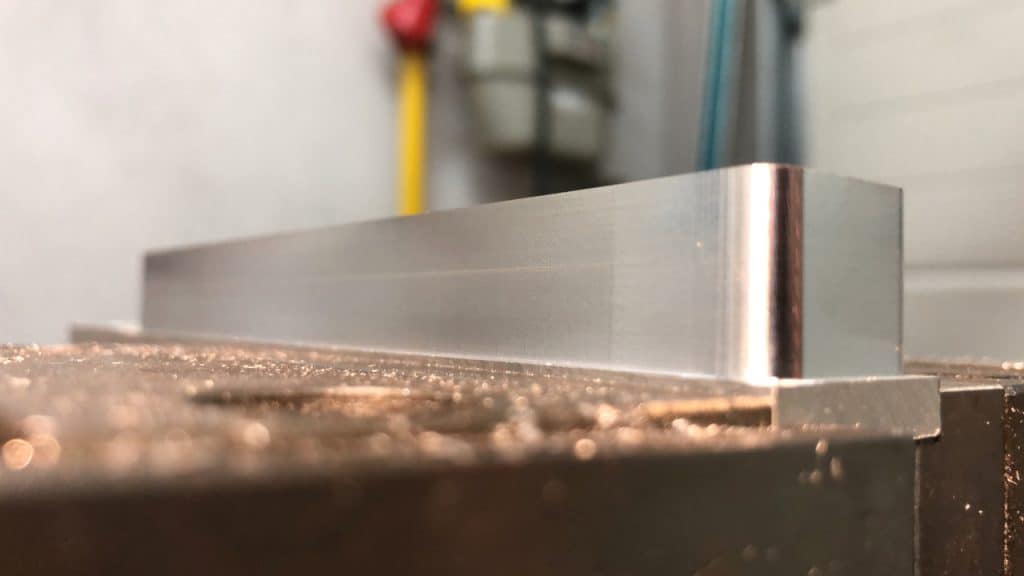

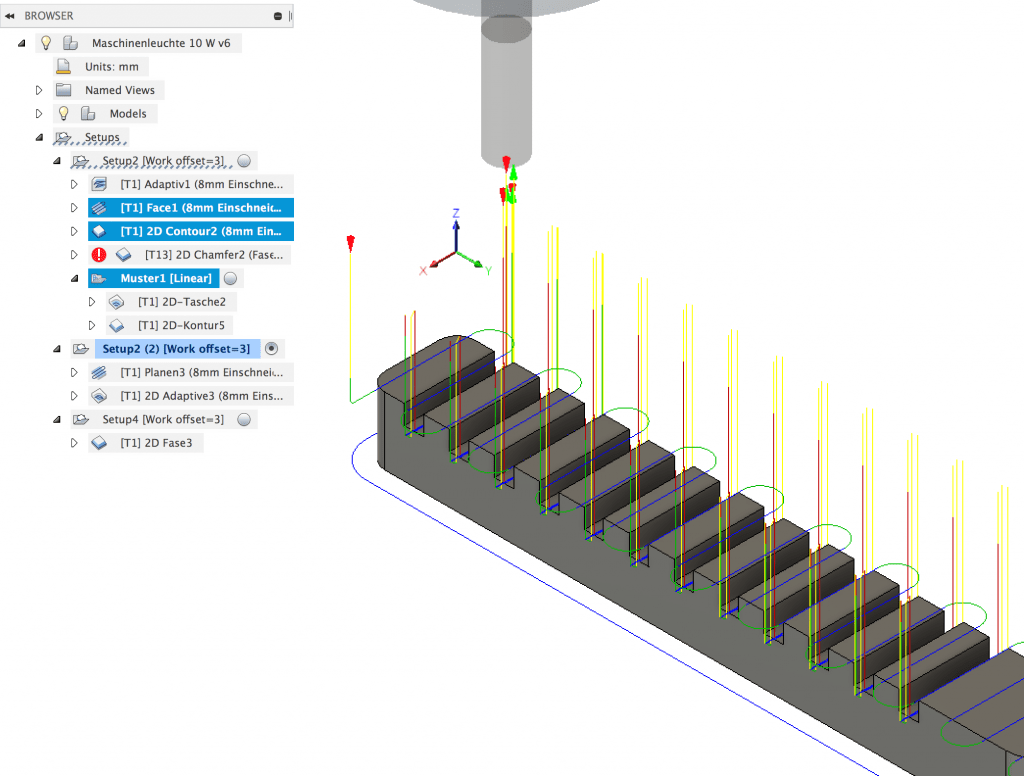
Werkzeug: Sorotec Einschneider „Pro Alu“, 8mm und 4mm
Kabeldurchführung
Hier mal ein kleines Drehteil aus Kunststoff (POM), spontan gedreht. Bisher war der Rechner außen am „Steuerwagen“ montiert, was jedoch bei den Mengen an umherfliegenden Spänen irgendwann problematisch werden könnte. Damit die Kabel nicht am scharfen Blech reiben entstand diese simple Kabeldurchführung – manchmal ist Drehen eben doch einfacher/schneller als Drucken…


Fehlersuche
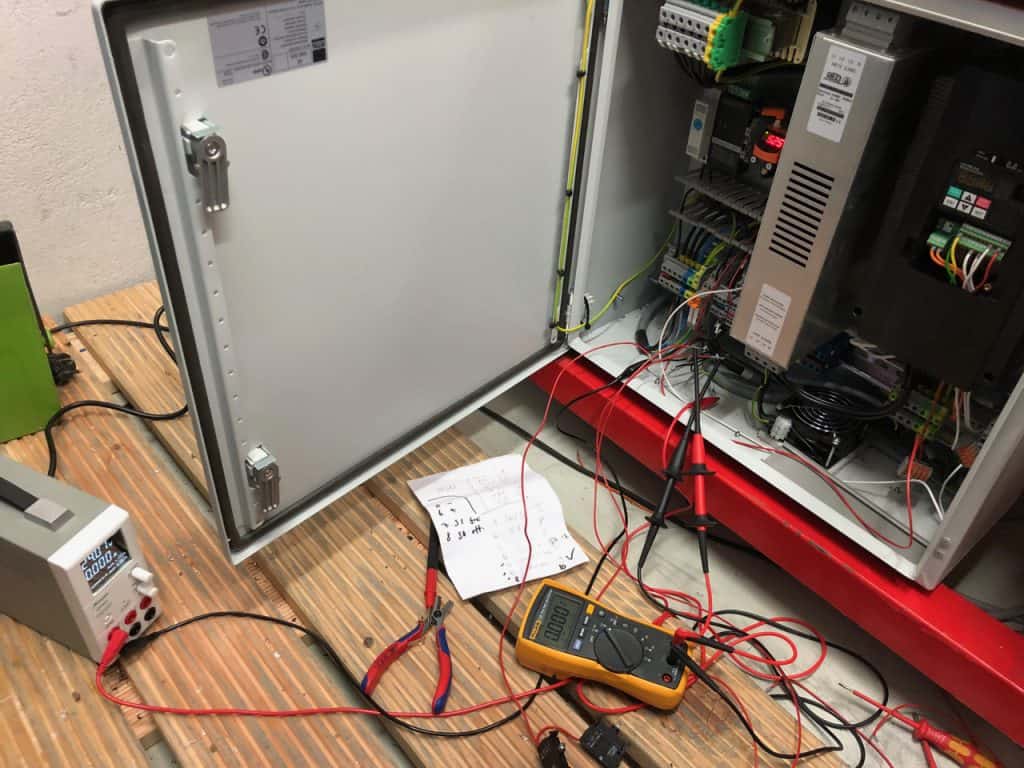
Nicht gerade meine Lieblingsbeschäftigung, aber manchmal muss es eben sein. In meine Ader-Dokumentation hatte sich ein kleiner Fehler eingeschlichen und einer der Zustandssensoren spuckte „komische Messwerte“ aus…
Die Lösung war dann ganz einfach: Unsere Spindel besitzt drei Sensoren: 1. Greifer offen 2. Konus leer 3. Spindel dreht sich. Für letzteren Fall gibt der Sensor pro Umdrehung jeweils 2 Flanken „High“ und 2 Flanken „Low“ aus.
Frischluft
Bisher war bei den vorderen Schaltschränken keine aktive Belüftung nötig. Im Hinblick auf längere Fräsjobs und die neue Spannungsversorgung haben wir uns jetzt doch für eine Nachrüstung entschieden.
Im Betrieb sind die Lüfter (unten im Schaltschrank) so gut wie nicht hörbar. Damit surren jetzt insgesamt 3 Schaltschranklüfter an der Maschine friedlich vor sich hin.

Mindermengen Schmierung
Auch die Tröpfen-Mindermengenschmierung Dynacut MDM ist (zumindest temporär) wieder an der Maschine montiert. Richtig eingestellt erreicht man mit dieser Einheit nebelfreie und gut dosierbare Schmierung.
Für die Trockenzerspanung haben wir außerdem Luft- und Schmierstoffzufuhr getrennt geschaltet (M7 = Luft, M8 = Luft + KSS). Lästiges „Umschalten“ per Hand entfällt.




