Beim 3D SLA Druck (Stereolithografie, also härten von flüssigem Harz mit UV-Licht) denkt man eigentlich fast ausschließlich an Figuren für Schachbretter oder Fantasy Spiele, kurz gesagt Staubfänger. Zugegebenermaßen sah das bei uns bisher auch nicht anders aus…

Wieso einen Schlüssel drucken!?
In meiner Wohnung fehlt ein Zimmerschlüssel und die (Verbindungs-) Türe ist verschlossen. Vermutlich hat der Vormieter den Schlüssel beim Auszug eingesteckt oder sonstwie verloren…
Nun könnte man sich fragen, wieso man so einen Schlüssel überhaupt druckt!
Es gibt es von diesen relativ einfachen Buntbartschlüsseln im Endeffekt nur eine Hand voll verschiedener Schließungen und entsprechend günstig bekommt man die Schlüssel online oder beim nächsten Schlüsseldienst zu kaufen.
Doch wofür hat man die ganzen Maschinen, wenn man nicht ab und an mal etwas praktisches damit herstellt?! Außerdem suche ich immer wieder nach praktischen Anwendungsbeispielen für den SLA Druck und bin bisher nur selten fündig geworden.
Vorarbeiten
Mein Ansatz: Vom Foto des Schlüssellochs zum fertigen Schlüssel. Als Referenz für die Skalierung des Fotos dient mir der Durchmesser des runden Teils. Wenn ich einigermaßen gerade fotografiert habe, sollten die anderen Maße passen.

CAD / Fusion360
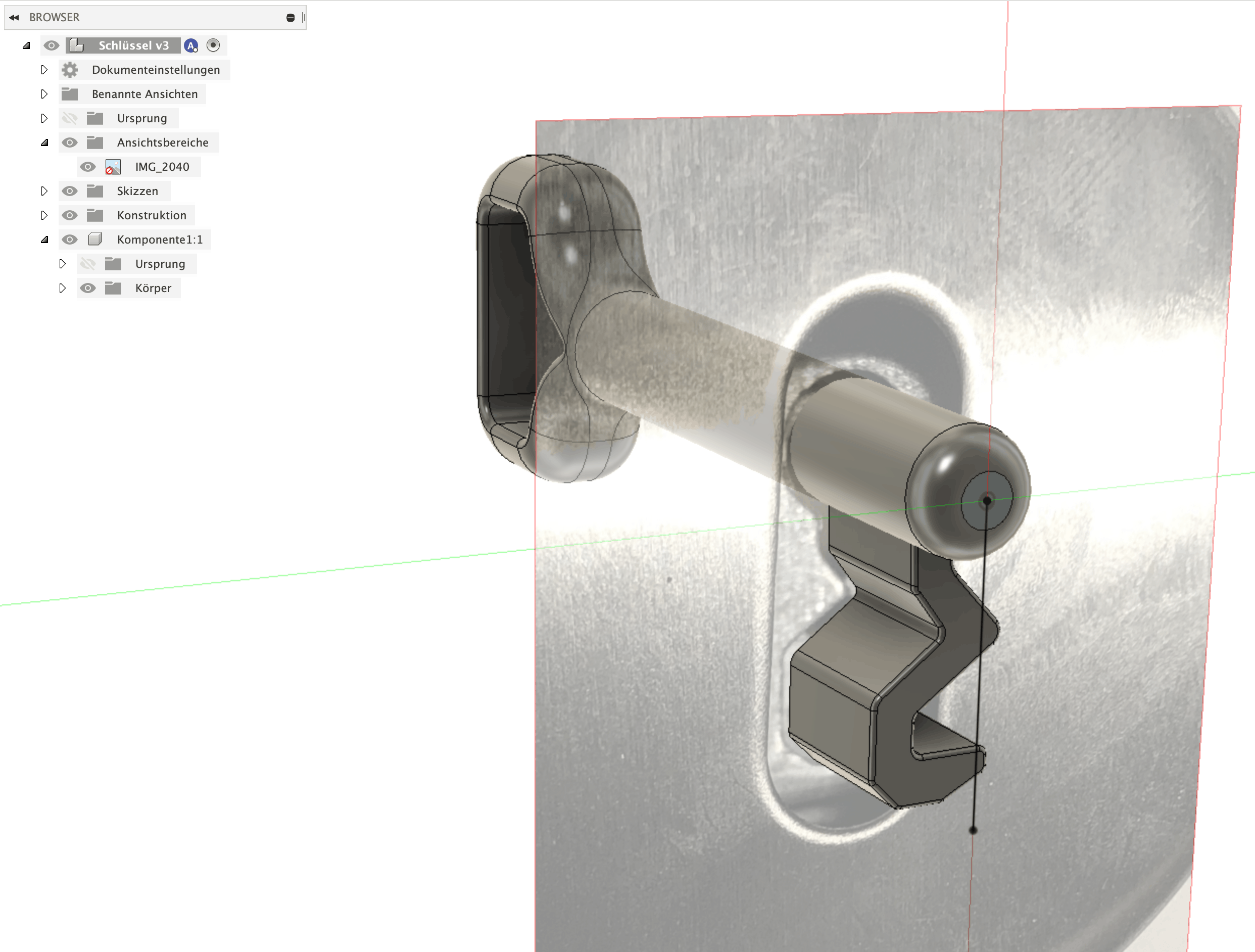
Basis ist erstmal ein Zylinder mit dem Durchmesser des Schlüssels. Dieser wird mit einer Versatzebene, ausgehend von der Spitze, getrennt. Auf diese Ebene fügt man dann das Foto des Schlüssellochs ein und skaliert dieses entsprechend.
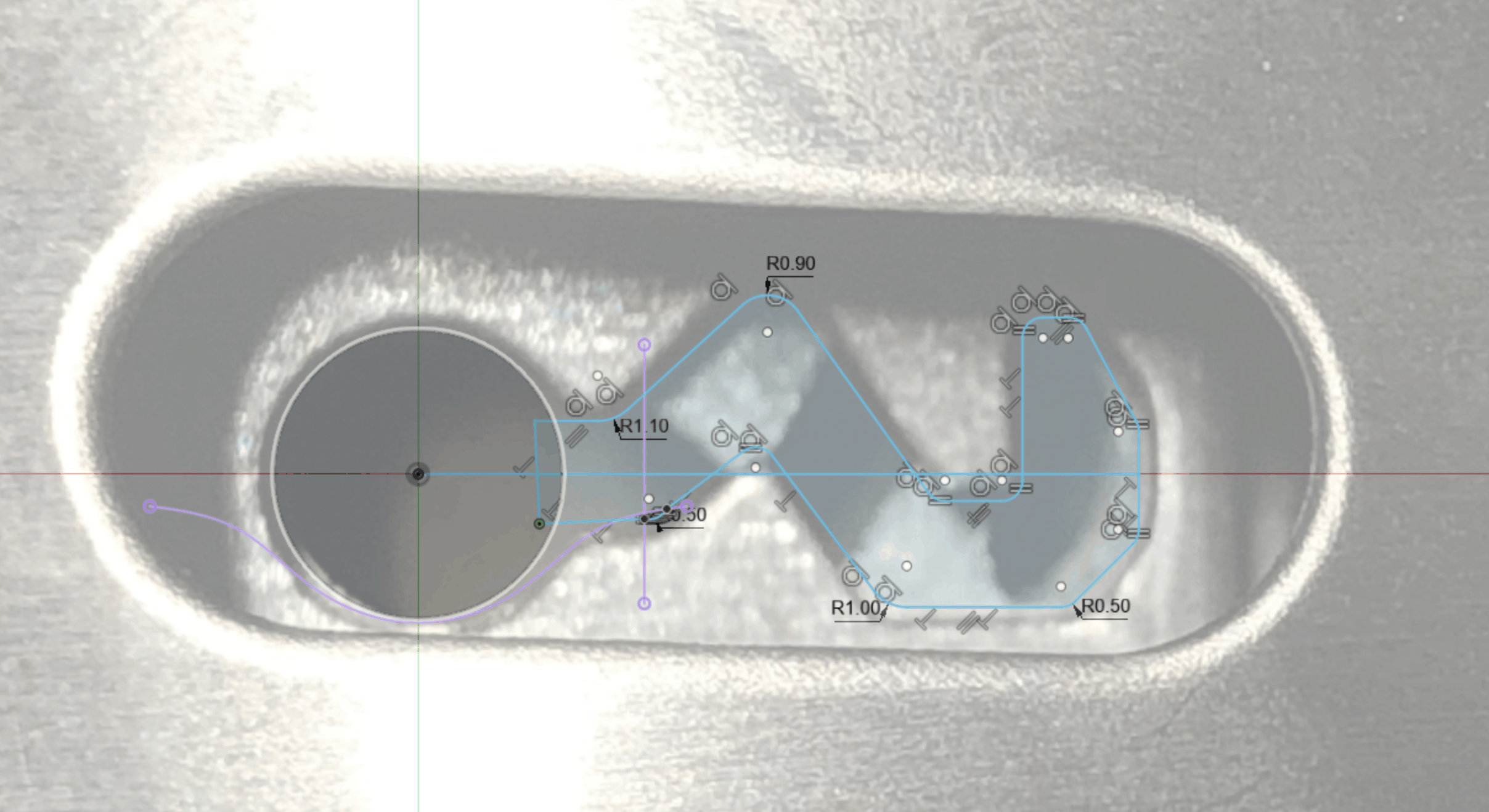
Der Bart wird nun extrudiert und mit ein paar Abrundungen an den Kanten versehen. Auch der sehr kompliziert aussehenede Kopf (nennt man das so?!) des Schlüssels besteht nur aus ein paar Rundungen.
Druck & Ergebnis
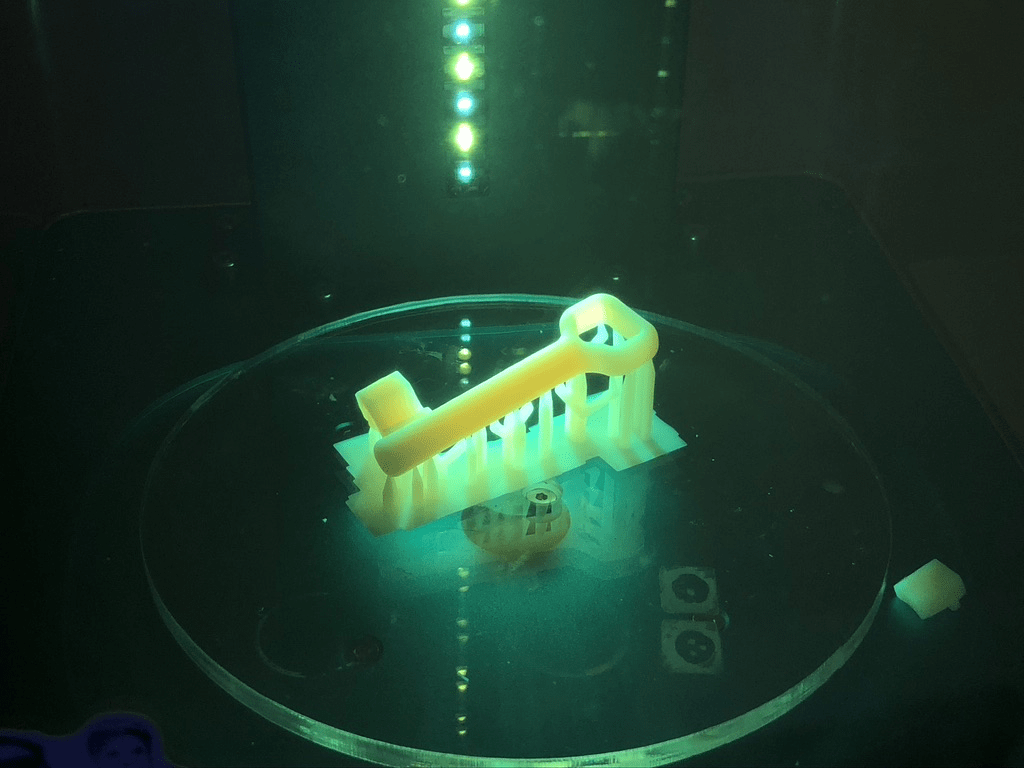
SLA Druck ist langsam, zumindest im Vergleich mit modernen FDM Druckern. Jede Schicht braucht eine gewisse Härtezeit und nach dem Druck ist ein Reinigungs- und Härteprozess nötig. Dafür bekommt man aber auch unglaublich detailreiche Drucke hin, ohne sichtbare Schichten und spiegelglatte Oberflächen.
Gedruckt wurde auf einem Anycubic Photon mit Anycubic Plant Based Resin. Das habe ich mittlerweile, entgegen den Herstellerempfehlungen, schon seit 4 Monaten „offen“ im Drucker gelagert. Vor Druckbeginn reicht es das Harz mit dem Spachtel ca. 30 Sekunden zu vermischen und es kann los gehen. Somit reduziert sich der Aufwand beim SLA Druck deutlich, da das umständliche reinigen nach der Benutzung entfällt.
Nach dem Druck sind Reinigung und Härtung angesagt. Meistens lasse ich den Härtezyklus 3x mit der maximalen Dauer laufen (6min).
Hier das Ergebnis, im Vergleich mit einem anderen Zimmerschlüssel.
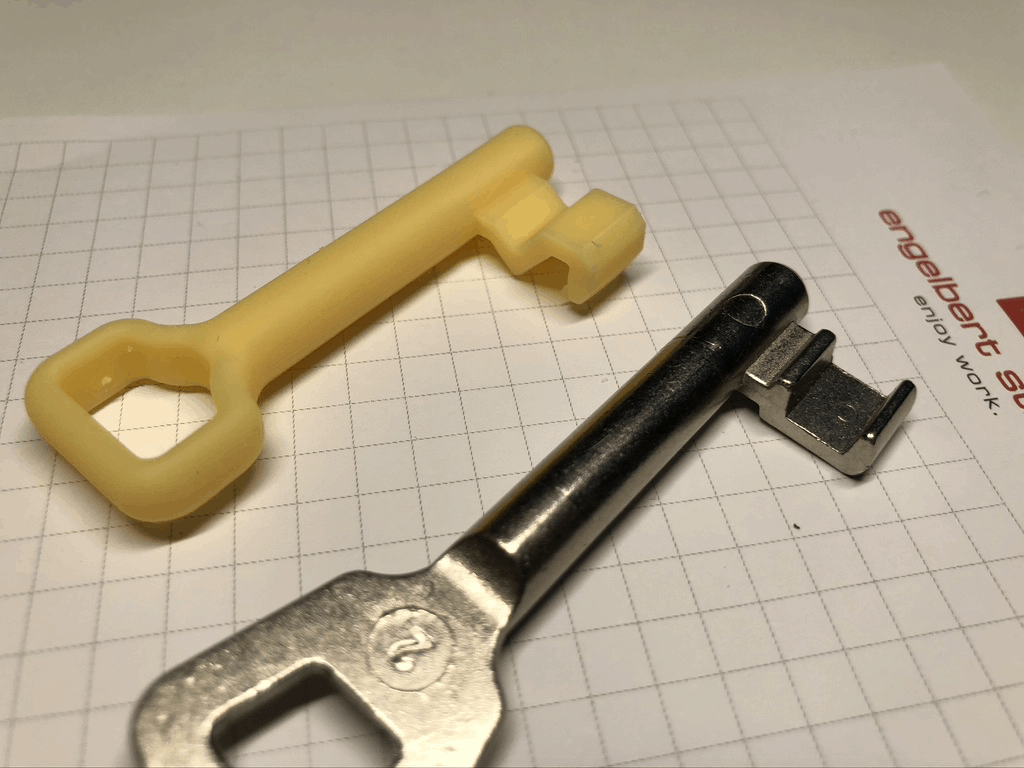
Passt der neue Schlüssel?
Ja! Es hat allerdings noch einen zweiten Anlauf gebraucht, da ich das Foto vom Schlüsselloch gespiegelt hatte…
Datei
Wer den Schlüssel nachdrucken möchte der findet hier die passende STL Datei zum Download.
http://cnc.a-ueberbach.de/wp-content/uploads/KEY_PROFILE.stl




Wow, das sieht schon sehr nach Präzisionsteil aus. Abgesehen vom Material kommt das der CNC-Frästechnik schon sehr nahe, finde ich. Auf jeden Fall auch optisch ganz ansprechend.
ja hätte mich gefreut wenn du das Model dann auch auf printables, thangs etc. hochgeladen hättest am besten als .step datei damit dann jeder seinen Senf aka Schlüssel dazu geben kann. Ist ja kein schweres Modell nur den Aufwand hättest du jetzt mir zumindest sparen können das selber machen zu müssen. Was ich jetzt wohl machen muss.
Moin!
Habe nicht damit gerechnet, dass der Schlüssel von Interesse ist. Es gibt mehr als 70 Varianten von dem Buntbartschlüssel für Zimmertüren…
Ich lade ihn aber gerne hier hoch.
Was mir jedoch ganz und gar nicht gefällt ist dein Ton.
Du kannst gerne etwas fragen und wir sind immer hilfsbereit, aber hier etwas einzufordern als wären wir dazu verpflichtet geht gar nicht.
Gruß,
André