Inspiriert durch einen Foreneintrag in Peters CNC Ecke habe ich mich dem Thema kontaktloser Werkzeugvermessung angenommen.
Im Vergleich zur Messung über einen Microtaster kann die Spindel beim optischen Messen weiter auf voller Geschwindigkeit drehen.Damit lässt sich auch der Rundlauf eines Werkzeuges prüfen.
Nachteil ist die empfindlichkeit der Optik. Vor der Messung muss das Werkzeug sauber sein, weswegen ich noch eine Druckluftdüse zur Reinigung einplanen werde. Ansonsten verfälscht sich das Messergebnis durch eine Anhaftung.
[toc]Laser Gabellichtschranke
Für unsere Zweck reicht eine Gabellichtschranke. Kommerzielle Systeme erreichen Genauigkeiten von 0,2µ (0,0002mm!), so genau arbeitet jedoch der Rest unserer Maschine nicht…

Als Sensor haben wir uns für eine Laser Gabellichtschranke entschieden. Der Laser ist im Vergleich zur deutlich günstigeren Infrarot Variante weniger anfällig gegen Störlicht (bis 10.000 Lux). In Sachen Präzision und Schaltgeschwindigkeit sind die beiden Optionen ähnlich.
- Wiederholgenauigkeit etwa 10µ
- 80mm Gabelweite
- Einstellbare Empfindlichkeit
- Schaltgeschwindigkeit 3.000 Hz
Regulär kosten solche Bauteile gerne mal 3-500 Euro. In der Bucht bieten diverse Industrieverwerter jedoch regelmäßig günstige Teile aus einem Rückbau an – für unter 100 Euro gab’s eine BGL 80A-003-S49 des Deutschen Herstellers Balluff.
Einbindung in Mach3
Ist genau wie bei einem mechanischem Taster. Zur Sicherheit ist die Lichtschranke als NC Kontakt ausgelegt – reißt das Kabel ab oder lockert sich der Stecker, stoppt die Maschine.
Unter Config > Ports & Pins wird „Probe Switch“ ausgewählt und der entsprechende Port eingestellt. Mit „Active Low“ ändert man das Verhalten des Schalters – bei einem NC Kontakt setzt man die Option auf inaktiv.
Im nächste Schritt muss noch ein maschinenspezifisches Macro für die Messroutine erstellt werden. Der Ablauf sieht dann (kurz) wie folgt aus:
- Anheben der Z Achse auf Maximum
- Verfahren an die Messposition
- Absenken von Z bis der Sensor positiv ist, dann stopp
- Anheben von Z bis der Sensor wieder negativ ist, dann stopp
- Langsames absenken von Z bis der Sensor positiv ist, dann stopp
- Anheben der Z Achse
Update 20.01.2015
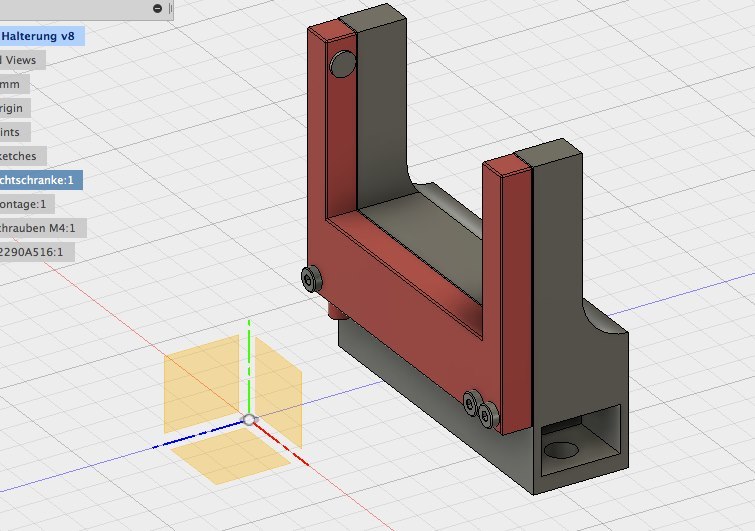
Zur Montage des Sensors auf dem Maschinenbett gibt es mittlerweile einen ersten Entwurf.




Moin
das letzte Update ist ja schon „etwas“ her 😉 ,
Was ist den aus dem Entwurf geworden?
Benutzt du mittlerweile die GBL zur Werkzeugvermessung?
Ich bin ebenfalls passionierter Mach3ler und in der CNC-Ecke aktiv.
Das Thema kontaktlose Werkzeugvermessung habe ich vor längerer Zeit auf Youtube gesehen. Weiss nicht mehr ob es ein Video von einem User aus der CNC-Ecke war.
Jedenfalls habe ich mir vor Jahren mal eine Gabellichtschranke besorgt und dann geriet das Thema in Vergessenheit.
Da ich den Wunsch habe, Drehoperationen auf der Fräse durchführen zu können, habe ich mir einen Spindelstock auf die Fräse gespannt und ein paar Borhstangen zugelegt (in Ø8mm schwer zu besorgen).
Für die Ausrichtung des „Drehstahls“ war nun das Thema kontaktlose Werkzeugvermessung wieder aktuell.
Das Ausrichten klappt bei meiner GBL ganz gut. WZ-Vermessung jedoch sehr ungenau. Darum hatte ich mir vor kurzem aus China einen Satz Laser-Lichtschranke bestellt (Sender u. Empfänger in M8 größe).
Leider bin ich erst durch Deinen Blog auf die Info gestossen, das es die Balluff GBLs auch als Laser-Ausführung gibt. Meine ist leider nur LED Rotlicht.
Die China Laserlichtschranke ist auch sehr ungenau. Geschwindigkeit, Position auf der Laserstrecke und Materialfarbe haben meiner Erkenntnis nach einen Einfluß auf das Messerbegnis.
Ich denke ohne eine Kompensation/Kalibrierung wird man nur schwer brauchbare Messergebnisse erhalten.
Na ich bleib an diesem Thema dran. Balluff Laser-GBL ist bestellt. Mal sehen ob die bessere Ergebnisse bringt.
Ansonsten halt ein Laser-Vermesser von Renishaw für 5k € 😀
Gruß
Robert
Alias human
Moin Robert,
ja, das hast du recht. Aktuell kommen wir nicht so recht dazu, unter anderem wegen dem anstehenden bzw. teils schon erfolgten Umzug. Ist doch mehr Arbeit als gedacht…
Das mit der Laserlichtschranke ist noch aktuell, ich hatte im Rahmen des WZW Macros auch weiter daran gearbeitet. Bei der Längenmessung sind wir bei 1-2/100mm Wiederholgenauigkeit rausgekommen, was ich schon echt ordentlich finde.
Bei den professionellen Systemen (Blum Novotest / Renishaw) kommen Lichtschranken mit einem fokusierten Strahl zum Einsatz und einiges an Elektronik für die Kompensation. Ein Kumpel hat sich so etwas privat an die Maschine geschraubt, da erreicht man sub-Mü-Genauigkeiten.
Die Laser Gabellichtschranke ist da ein bezahlbarer Kompromiss.
Sobald es wieder weiter geht mit dem Thema schreibe ich sicherlich mal einen ausführlicheren Artikel dazu 🙂
Viele Grüße,
André
PS: Kennst du bereits diesen Artikel hier zur Lichtschranke?
http://cnc.a-ueberbach.de/elektro/laser-werkzeuglaengenvermessung/
Hallo André
Danke für den Link. Nach meinem Post hatte den erst gesehen.
Hab heute noch ein bischen getestet.
Wenn ich immer an der gleichen Stelle vermesse hab ich folgende Ergebnisse:
Datum: 18:33 21.11.2021
6.0017
6.0017
6.0017
6.0017
6.0017
Maschinenachse = Y
Vorschub = F200
G31 SleepTime = 50
Wiederholungen = 5
Min = 6.0017
Max = 6.0017
Diff Min/Max = 0
Mittelwert = 6.0017
WZ Ø = 6.001 (Passstift)
WZ Diff = 0.0007
Wenn ich auf der Laserstrecke 80mm versetzt messe dann folgende Ergebnisse:
Datum: 18:28 21.11.2021
6.0102
6.0102
6.0057
6.0102
6.0102
Maschinenachse = Y
Vorschub = F200
G31 SleepTime = 50
Wiederholungen = 5
Min = 6.0057
Max = 6.0102
Diff Min/Max = 0.0045
Mittelwert = 6.0093
WZ Ø = 6.001
WZ Diff = 0.0083
Die Position ist also auch entscheidend.
Allerdings habe ich an Verschiedenen Tagen auch andere Messergebnisse.
Ich aktualisiere dann halt die Messkompensation und dann passt das wieder.
Aber hundertprozentig kann man sich darauf nicht verlassen. Ich muss immer kalibrieren.
Aber es ist ein spannendes Thema 😉
Gruß
Robert