Eigentlich (noch?) kein Thema für den CNC Blog, trotzdem erwähnenswert. Seit letztem Wochenende wurde die Werkstatt um eine HBX360 Leit- und Zugspindeldrehmaschine von Cazeneuve erweitert.
Aktuell sieht die Maschine aufgrund ihrer vierfarbigen Lackierung bzw. den Resten davon, etwas wild aus. Das wird sich jedoch Stück für Stück ändern. Die wichtigen Teile, allen voran die Führungsbahnen, sind soweit in Ordnung. Ein wenig neues Öl und etwas Reinigung kann aber nicht schaden…

An dieser Stelle nochmal vielen Dank an unsere Kumpels Tom und Martin für den geliehenen Transporter und sowie fähigen Einsatz am (übrigens ebenfalls französischen) Traktor.

Technische Daten
| Hersteller | Cazeneuve / Frankreich |
| Baujahr | ca. 1983 |
| Abmessungen | 2.000x900x1.4000mm |
| Gewicht | 1.3t |
| Antrieb | 5.5KW Drehstrommotor Hydraulische Variomatik zur Drehzahlverstellung |
| Drehzahl | 50 bis 3.000 U/min |
| Spitzenhöhe | 180mm |
| Spitzenweite | 800mm |
| Drehlänge | 730mm |
| Bauart | Konventionelle Leit- und Zugspindeldrehmaschine |
| Sonstiges | Multifix B Werkzeugspannung Heidenhein 2 Achs Digitalanzeige mit Maßstäben auf X und Y Kühlschmierstoffpumpe (KSS) |
Baustellen
Bevor die Maschine wieder im neuen Glanz erstrahlen kann, gibt es noch paar Dinge um die wir uns kümmern werden. Grundsätzlich ist die Maschine bis auf das noch fehlende Drehfutter (mittlerweile eingetroffen) und 30l Hydrauliköl einsatzbereit. Damit wir jedoch lange Spaß an ihr haben, werden folgende Dinge in den kommenden Monaten noch umgesetzt:
- Reinigung / Entfettung. Nennenswerten Rost gibt es glücklicherweise keinen an der Maschine.
- Lackierung mit MIPA 2K PU Lack in den Werksfarben der 2. Generation (Blau, Hellgrau, Dunkelgrau). Damit haben wir auch die bisherigen Teile lackiert und waren sehr zufrieden.
- Spannfutter anbauen. Dadurch, dass ein Forkardt Futterflansch verbaut war, haben wir preisgünstig ein gebrauchtes Forkardt FJ200 Dreibackenfutter gekauft
- Umbau der Getriebewahlhebel auf Rastbolzen
- Erneuerung div. Leitungen, Kabel und des Antriebsriemens
- Umbau der Schraubsicherungen auf Automaten
- Div. kleinere Dinge an der Elektrik (z.B. vergessene Kabelschuhe nachrüsten)
- Aufbau einer Bedieneinheit (Geschwindigkeitsvorwahl, Schmierpumpe, weiteres Not Aus, etc.)
- Finden eines passenden Platzes in der Werkstatt
- …
Wir werden an dieser Stelle immer mal wieder Fotos vom Fortschritt zeigen.
Zwischenstand 01.11.2016





Fabian hat sich die Maschine nochmal etwas genauer angeschaut.
Detailprüfung
Hier die erfreulichen Ergebnisse:
- Die Rundlaufgenauigkeit gemessen am Futterflansch lag um die 0,001mm. Sehr erfreulich.
- Der Motor läuft sauber und startet ohne Probleme
- Unsere Maschine trägt die Zusatzbezeichnung „B“ aus der Generation 1 und hat somit eine erweiterte Gewindeschneidfunktion für div. metrische und zöllige Gewinde mit verschiedensten Steigungen.
Und hier diejenigen, welche mit Arbeit verbunden sind:
- Der Futterflansch gehört nochmal sauber abgedreht
- Das gebraucht gekaufte Forkardt FJ200 ist etwas verharzt und muss mal eine Nacht in Kaltentfetter baden
- Diverse Wellendichtringe (Simmerringe) könnten mal ausgetauscht werden. Hier haben sich kleine Öltropfen gebildet
- Die Y Achse der Anzeigeeinheit für die Glasmaßstäbe scheint defekt zu sein. Entweder lässt sich das reparieren oder wir schauen uns nach einer einfachen neuen Einheit um
- Ein Kunststoffzahnrad, welches für die Verstellung der Vorschubgeschwindigkeit genutzt wird, hat wohl über die Jahre ein paar Zahnflanken eingebüßt. So fliegt der Eilgang gerne mal raus. Das Problem war vom Vorbesitzer bekannt, nicht aber der Grund. Das wird uns wahrscheinlich ein paar Euro kosten… (Update Oktober: 120 Euro).
Ein paar erfreuliche Nachrichten, ein paar zu erwartende und eine nicht so gute. Alles in Allem trotzdem ein guter Kauf und nach den oben beschriebenen Arbeiten sicher wieder fit für die nächsten 50 Jahre…
Zwischenstand 23.11.2016
Im Moment ist es etwas ruhig um den Blog. An der Drehbank wird jedoch (wenn auch unregelmäßig) immer mal wieder gearbeitet. Hier die Highlights…
Reinigung, Demontage
Fabian hat mit der Demontage und Reinigung der Maschine begonnen. Alle Blechteile und Abdeckungen sind schon entfernt, das Antriebssystem ist soweit wie nötig zerlegt und der Zugang zu allen anderen Komponenten damit freigelegt.
Bisher gab es keine bösen Überraschungen. Getauscht werden müssen neben div. Dichtungen nur das weiße Kunststoffzahnrad, welches die Vorschubgeschwindigkeit regelt.


Um die knapp 1,3 Tonnen schwere Maschine in der Werkstatt bewegen zu können, haben wir uns einen gebrauchten Handhubwagen angeschafft. Dank des ebenen Werkstattbodens lässt sich der Koloss erstaunlich einfach bewegen.

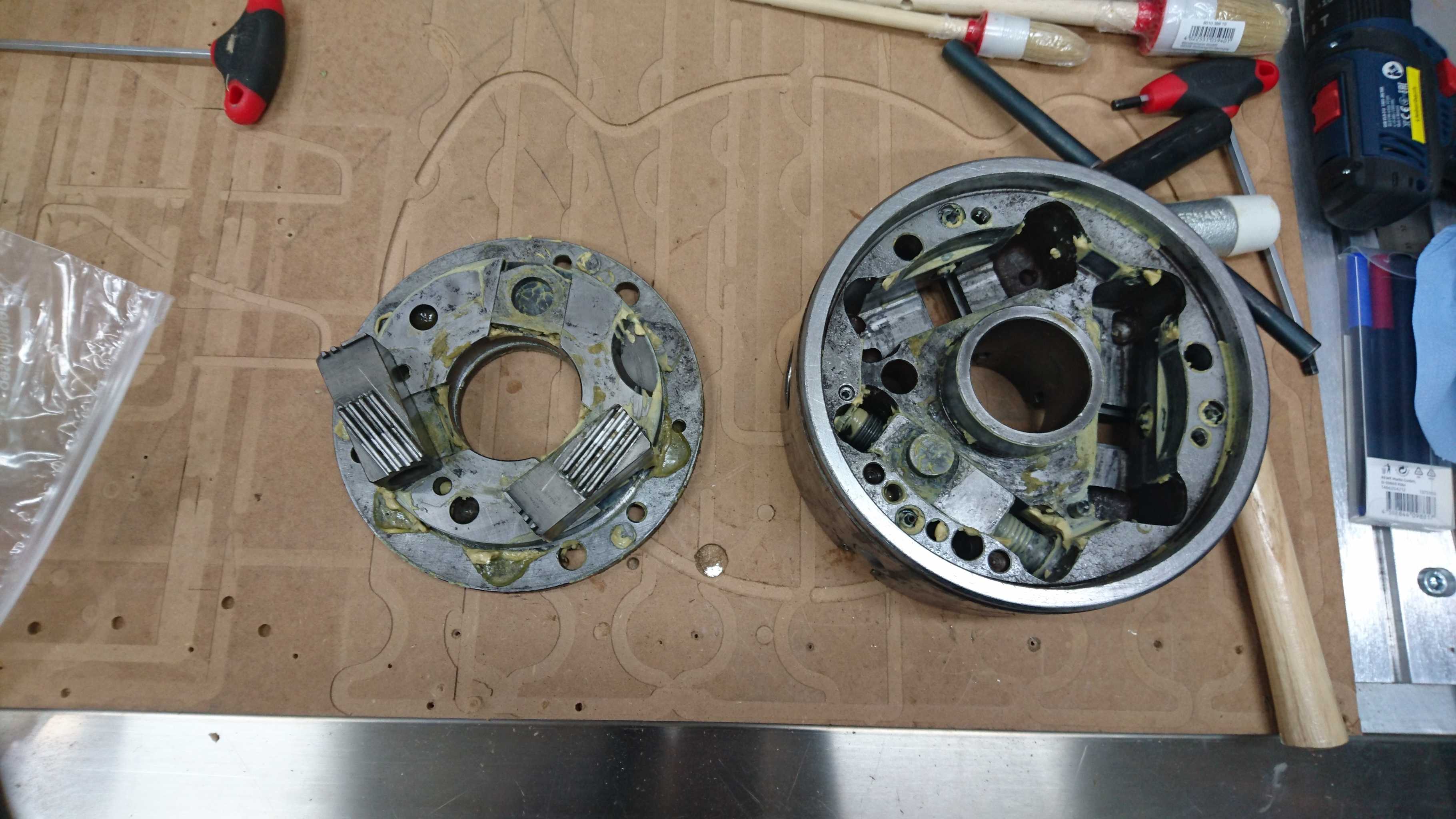
Das gebraucht gekaufte Forkardt Backenfutter wurde zerlegt und in Kaltentfetter gereinigt. Nach der Neubefüllung mit Fett läuft es nun wieder sauber. Nebenbei bringt das auch etwas Vorweihnachtsstimmung in die Werkstatt – der Kaltentfetter duftet dezent nach Mandel.


Farbschema
Bei der Farbwahl haben wir uns an der letzten HBX360 Baureihe orientiert. Leider waren die originalen Farbwerte nirgendwo aufzutreiben (und der Hersteller nicht sonderlich auskunftsfreudig…), weswegen wir uns nach etwas Suchen und Ausprobieren für folgende Kombination entschieden haben:
- Schwarzgrau, RAL 7021
- Himmelblau, RAL 5015
- Lichtgrau, RAL 7035
Lackierung
Die ersten demontierten Blechteile wurden bereits bearbeitet und neu lackiert.
Mit einer Nylon Reinigungsscheibe auf dem Winkelschleifer ging es dazu den beiden alten Lackschichten an den Kragen. Gefolgt von einem kurzen Exzenterschliff und dem Entfetten mittels Silikonentferner wurden eine Vor- sowie eine Deckschicht Lack aufgetragen. Wir haben uns wieder für MIPA 2K PU Lack entschieden. Mangels Lackierkabine wurde der Lack gerollt, womit wir aber bereits bei anderen Teilen (Grundstruktur CNC Fräse, Bedienpult, etc.) sehr gute Erfahrungen gemacht haben.




Dichtungen
Ein Großteil der Dichtungen schien noch nie gewechselt worden zu sein. Bei den geschätzten 40 Jahren, die unsere Maschine auf dem Buckel haben müsste, ist also ein Austausch fällig. An vielen Stellen hatten sich außerdem schon kleine Öltropfen gebildet.
Viele der Dichtungen sind Cazeneuve spezifisch und ansonsten nicht zu bekommen. Preislich lohnt sich also in einigen Fällen eine Sonderanfertigung, welche Fabian in Kürze in Auftrag geben wird. kürzlich bei einem Spezialisten für Hydraulikdichtungen in Auftrag gegeben hat. Die weichen und filigranen Dichtungen werden hier tatsächlich auf einer Drehbank hergestellt! Für Interessierte gibt es hier ein Video.
Zwischenstand 11.12.2016
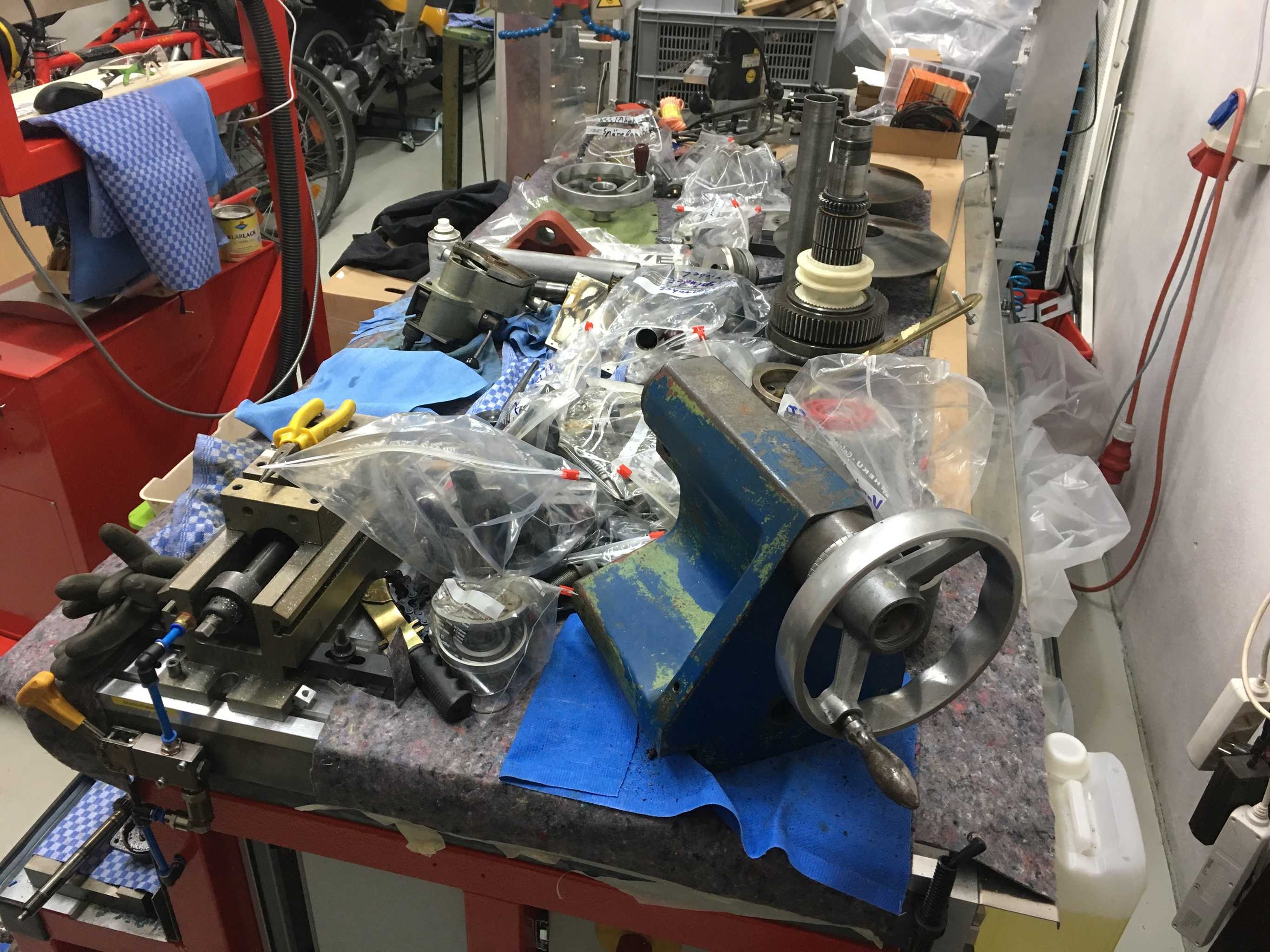
Mittlerweile ist die Drehbank nur noch ein großer Haufen Einzelteile. Entgegen des initialen Plans, erst einmal nur die nötigsten Dichtungen und die Lackierung zu erneuern, haben wir jetzt so ziemlich alles zerlegt, was man zerlegen kann.
Bis auf die letzte Schraube
Die Einzelteile wurden demontiert, gereinigt, entfettet, konserviert und nach Baugruppen sortiert in beschriftete Zip Beutel verpackt. Fehlt eigentlich nur noch der Ausbau des massiven Hauptantriebs. Den schätzen wir auf knapp 100 Kg – mal sehen wie wir den da raus bekommen.

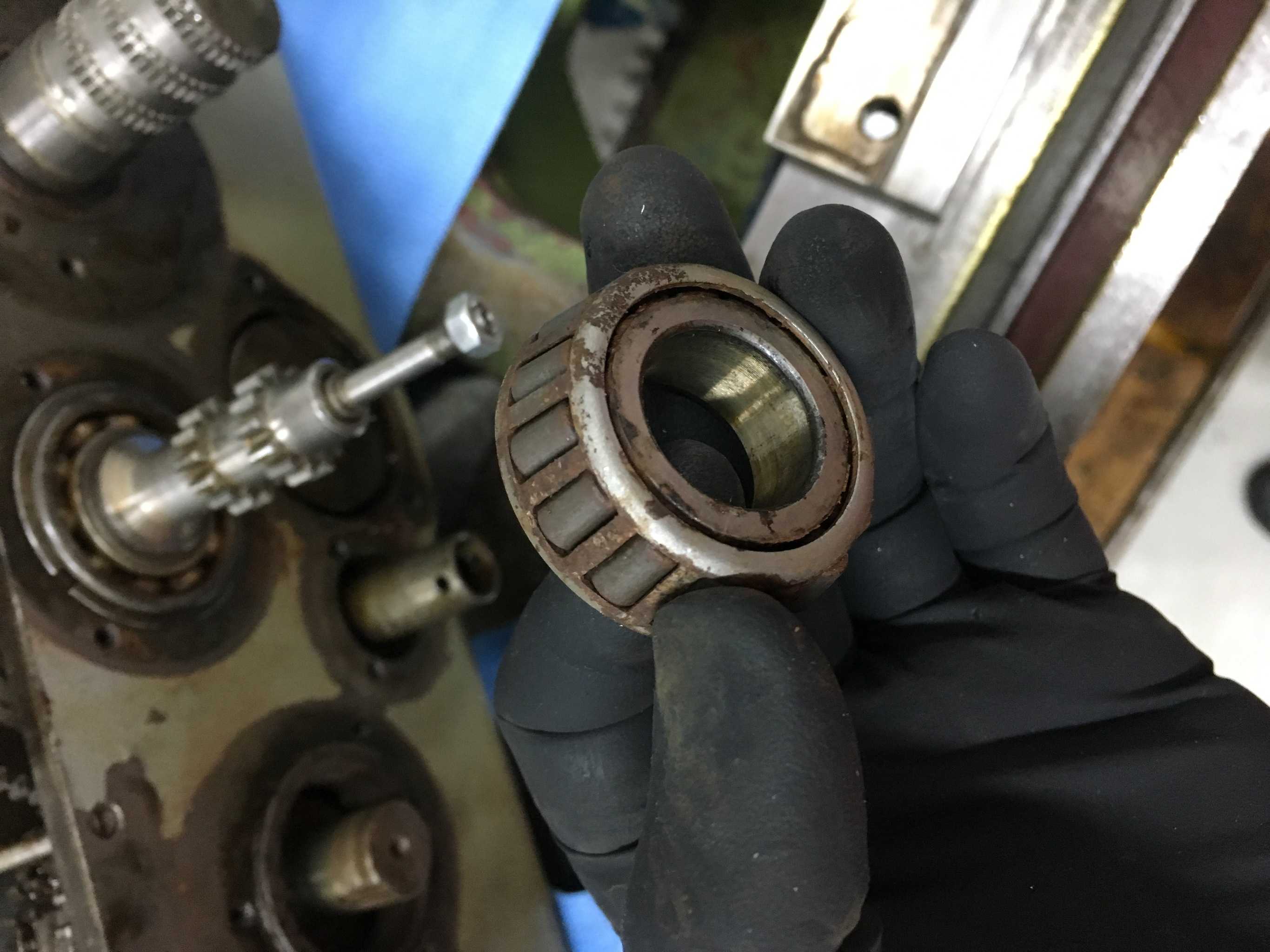
Total platt
Die Kegelrollen- und Kugellager des Schlosskastens haben auch schon mal bessere Zeiten gesehen. Die Aussage des Verkäufers, dass der Schlosskasten neu gelagert wurde, können wir nur teilweise nachvollziehen…
Leider haben einige Lager mal wieder Sondergrößen, was mit dem 20x höheren Preis zu Buche schlägt. Aktuell überlegt Fabian einige der Lagersitze aufzuspindeln um günstigere Standardlager verbauen zu können.


Ersatzteile
Folgend noch einige Dinge, die auf jeden Fall getauscht / geändert werden müssen.




Lochfraß an der Spindelmutter
Fast wie aus einem Wikipediaartikel zeigt die Spindelmutter der X-Achse eindrucksvoll, was Kontaktkorrosion bedeutet. Oder war hier doch ein „Eisenhamster“ am Werk!?
Austauschen werden wir das Teil vorerst noch nicht. Die Anzahl der intakten Gänge in der Spindelmutter sollte nochmal für 30 Jahre ausreichen.
Mindermengenschmierung?
Eigentlich sind Drehbänke ja mit Flutkühlung ausgestattet, um Werkzeug und Werkstück bei der Bearbeitung zu kühlen. Das Förderrad der Pumpe, bzw. das was davon noch übrig ist, sieht jedoch eher nach einer Mindermengenschmierung aus…
Eventuell fräsen wir das Teil später neu. Ersatzteile für alte Maschinen sind oft sehr teuer…
Aderhülsen, was ist das?
Scheinbar hielt man vor 40 Jahren (oder bei einem späteren Umbau!?) nicht sonderlich viel von Aderhülsen. Anders lässt sich nicht erklären, dass so gut wie keine verbaut wurden. Aktuell überlege ich die gesamte Elektrik neu zu machen…
Schmiersumpf Schaltschrank.
Unter dem Schaltschrank hat sich eine große Menge Hydrauliköl angesammelt. Da wir nicht davon ausgehen, dass die mechanischen Relais Schmierung benötigen, werden wir den Sumpf trocken legen und mögliche Leckagen abdichten.




No Responses