Mit dem neuen Platz in der Halle können wir auch endlich unseren Schweißtisch aufstellen. Doch wie so oft muss dieser erst gebaut werden. An dem Schweißtisch wird aktuell noch gearbeitet, der Artikel wird also immer mal wieder erweitert werden.
Doch nun zum unserem Ziel.
Die Stahlplatte
Die Stahlplatte stand schon länger in der Ecke und wartete auf einen sinnvollen Verwendungszweck. 1.200×1.200mm, ca. 600Kg Gesamtgewicht. Für einen Schweißtisch eigentlich zu schade (Rz4, Ebenheit 0,004mm), aber für uns immer noch der bestmögliche Einsatz.
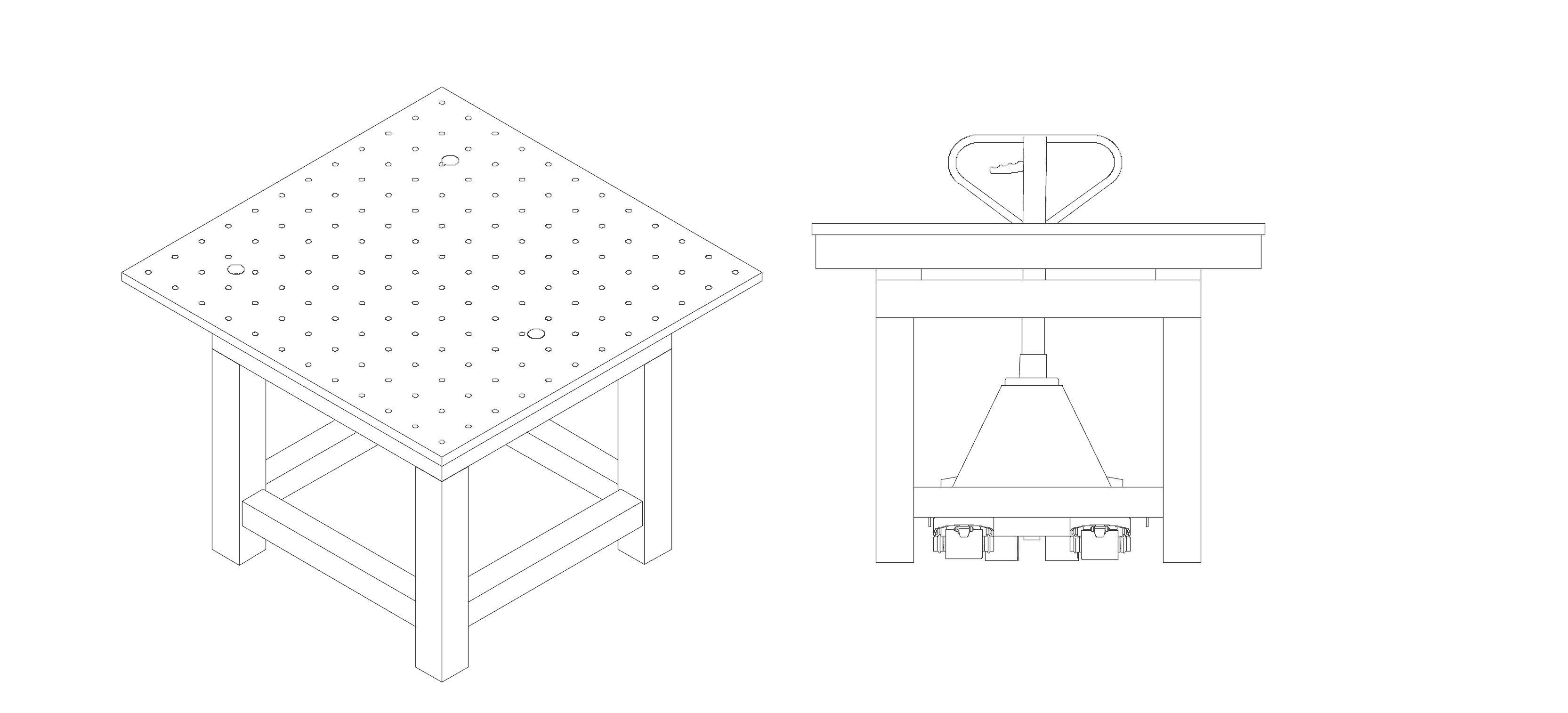
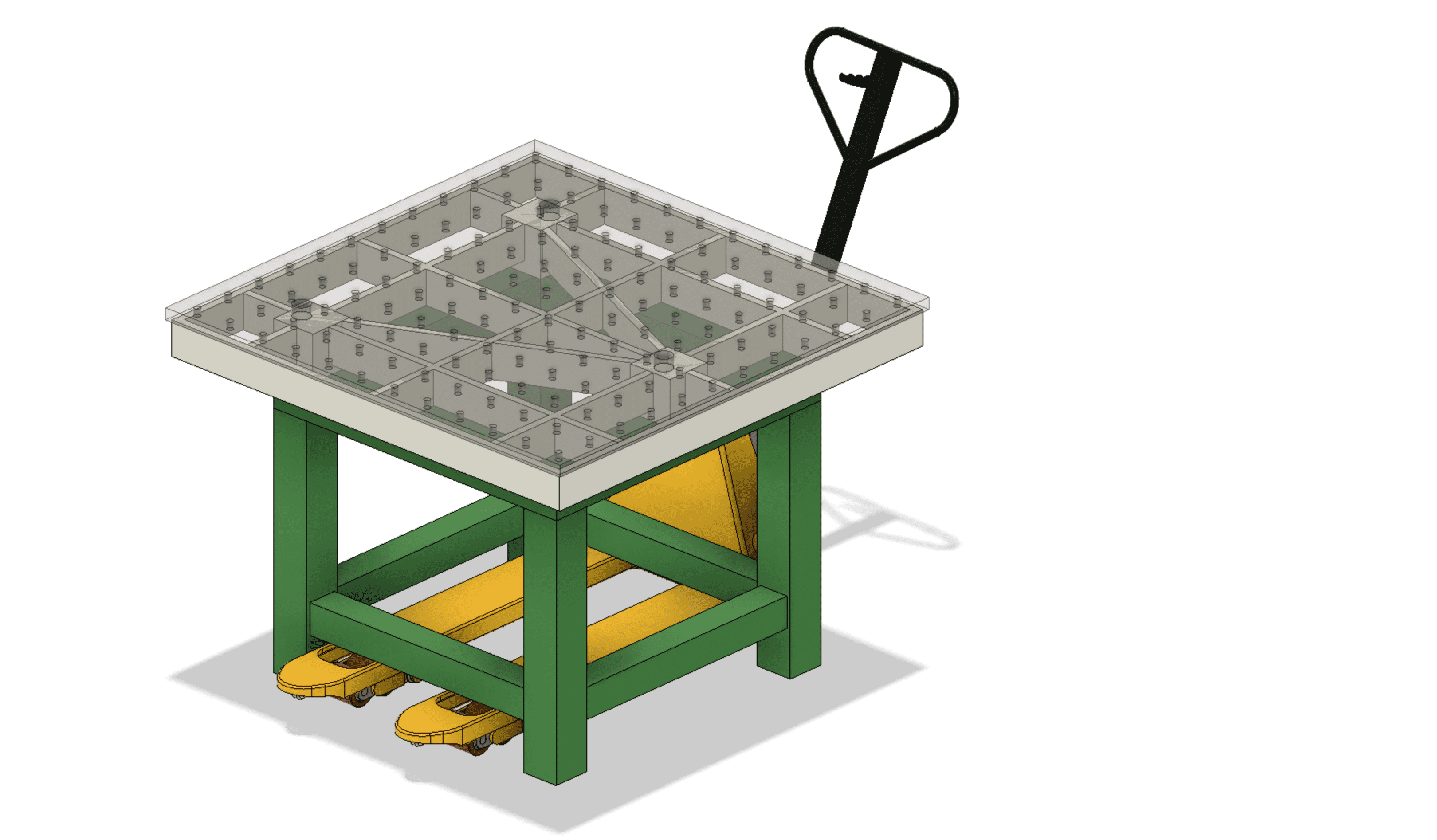
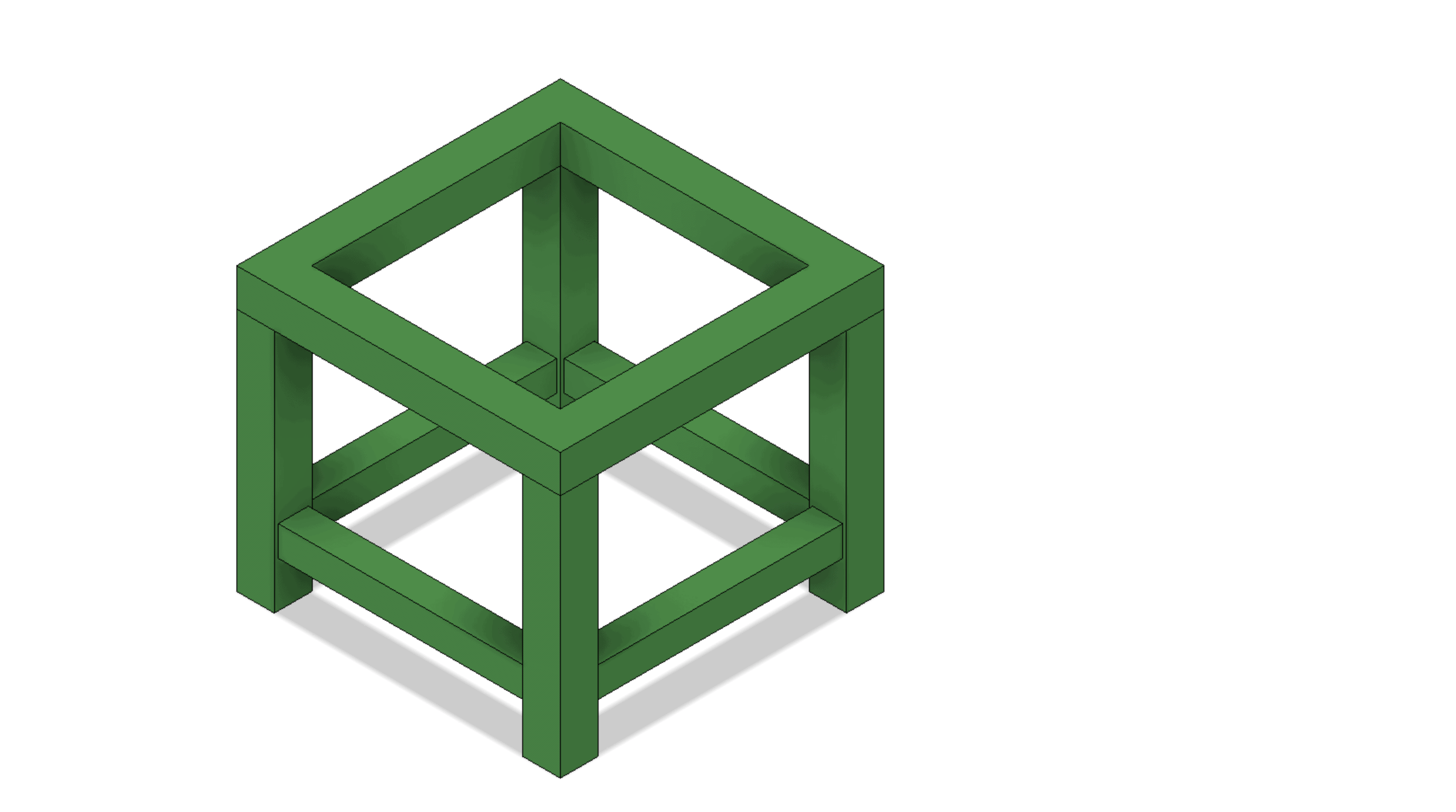
So soll die Konstruktion später aussehen:
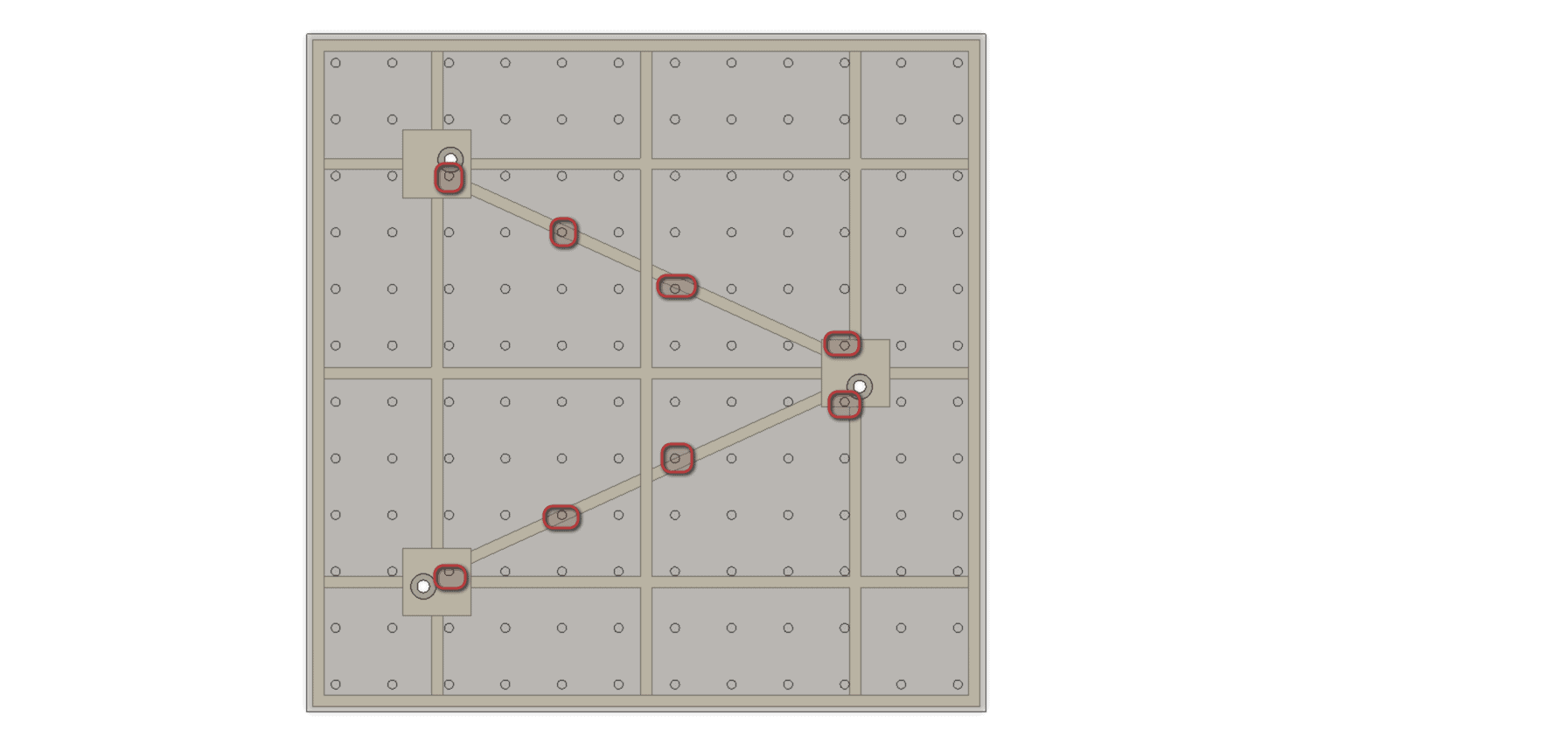
Beim Lochbild haben wir uns für den 16mm „Schweißtisch-Standard“ entschieden. Damit passen dann auch Spanneinsätze aus der Industrie. Um möglichst alle Löcher durchgehend zu bekommen war etwas rumprobiererei nötig, um nicht die Rippen zu treffen.
Als ideal hat sich ein 100x100er Raster mit 51mm Abstand von der linken oben Kante gezeigt. Somit sind nur 8 aus 144 (5%) Löcher nicht durchgängig. Ist aber nicht weiter schlimm, denn mit 30mm sind diese immer noch mehr als ausreichend tief.
Die Idee
Gestell schweißen, bisschen Lack drauf und dann 144 Bohrungen in 16mm bohren und reiben. Der Tisch wird ziemlich simpel…
… aber wie immer war es am Ende dann doch deutlich mehr Arbeit als gedacht.
Material
- Lack MIPA PU 250-30 – 2K, RAL
6011 Resedagrün5015 Himmelblau - Quadratrohr 100x100x6mm (Soll ja auch stabil sein…), ca. 100 Kg
- 4 Maschinenfüße M16
Der Stahlpreis ist aktuell extrem stramm, die 100x100x6er Quadratrohre sind schon eine kleine Investition. Aber auch Lack scheint teuer geworden zu sein… Gut dass wir noch einiges von den vorhergehenden Projekten auf Lager hatten.

Bearbeitung
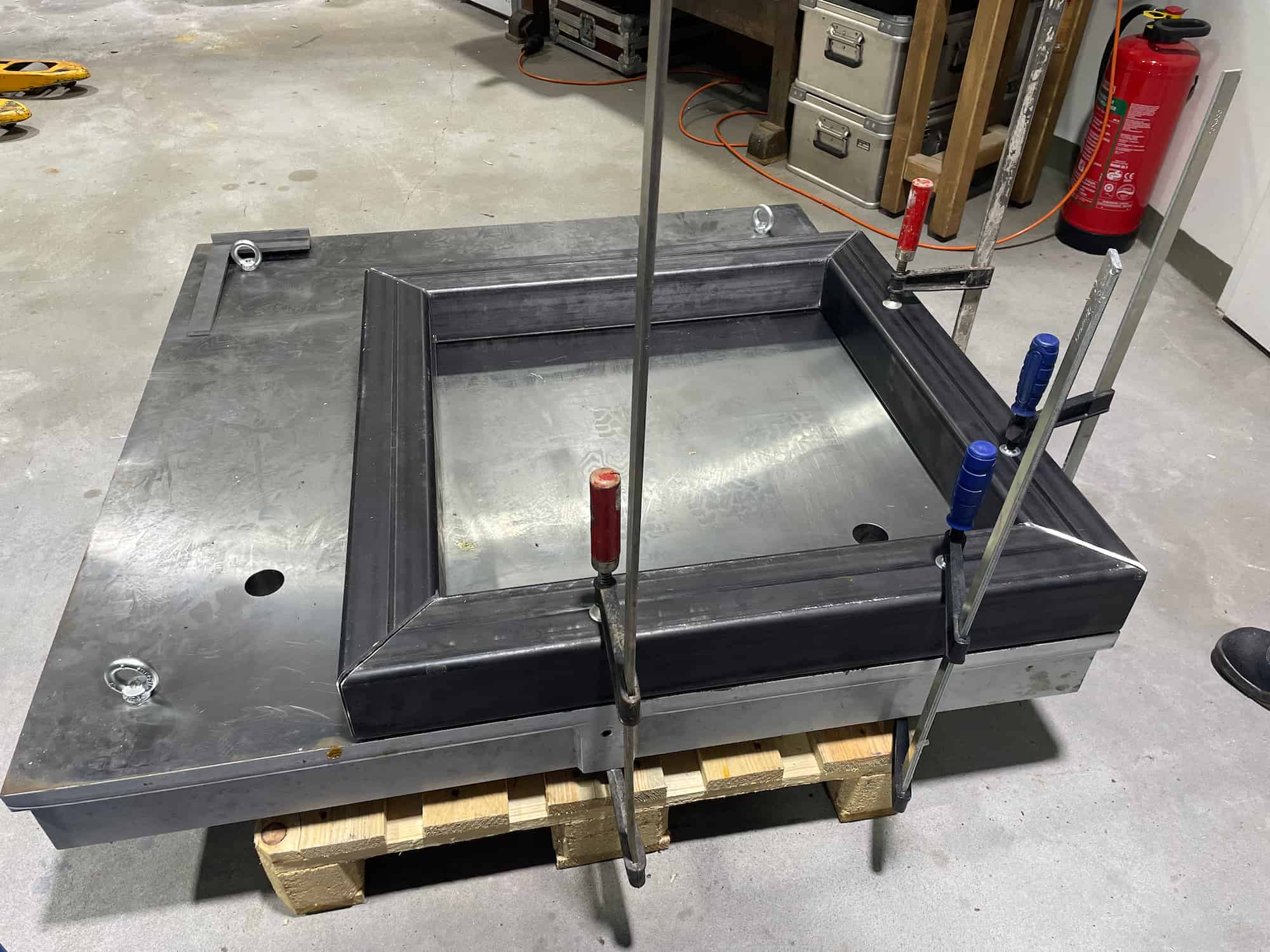
Wenn wir doch nur einen Schweißtisch hätten… Das Provisorium mit Schraubzwingen hat uns schon mal einen Vorgeschmack auf das künftige „neue Schweißerlebnis“ gegeben. Im Vergleich zum Arbeiten auf Boden oder Holzwerkbank schon mal ein deutlicher Komfortgewinn, wir freuen uns schon auf die Fertigstellung.



Unsere Neuanschaffung kam auch gleich zum Einsatz – nach langem Überlegen haben wir uns eine ordentliche Magnetbohrmaschine zugelegt. Okay, „Bohrmaschinchen“… Kernloch bis 35mm, Gewinde bis M12 und Spiralbohren bis 16mm.
Erste Tests mit den HM Bestückten Kernlochbohrern – SUPER.



Für die Füße und die Montage der Platte auf dem Gestell mussten noch ein paar Deckelplatten und Einschweißmuttern in M16 hergestellt werden. Dieser Kleinkram hält doch immer wieder auf.



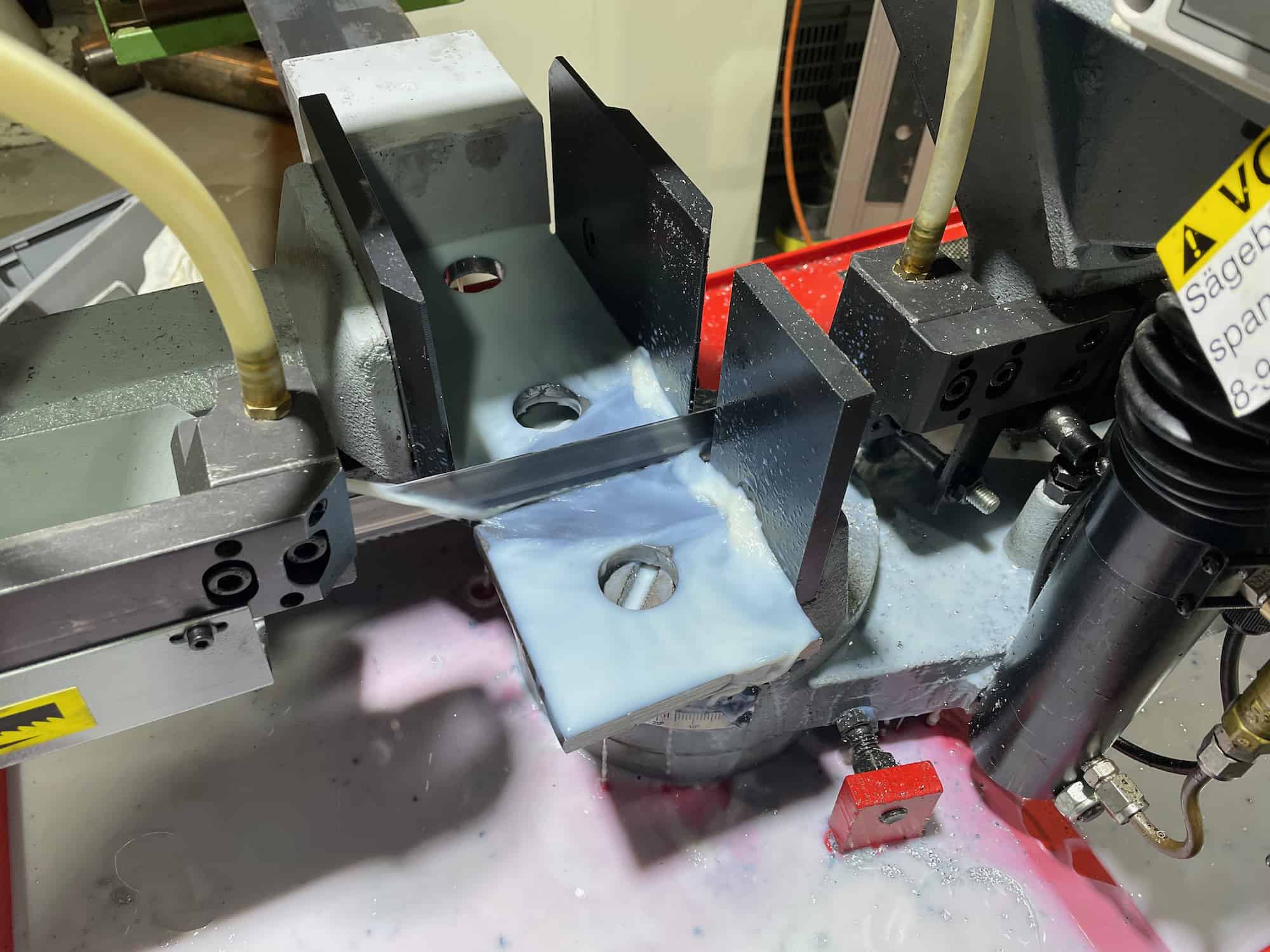
Eine gute Arbeit für mich um meine WIG Schweißfähigkeiten zu verbessern. Den Löwenanteil am Rahmen hat wie immer Fabian und in MAG übernommen.



Die kleinen Flügel unter den Querträgern sind Führungsnutzen für den Hubwagen. Bei > 700Kg Gesamtgewicht der Konstruktion sollte die Last so zentral wie möglich aufgenommen werden.
Lackierung
Wie gewohnt rolen wir den 2K-PU Lack. Das hat bereits beim Werkstattboden, der Restauration der Drehmaschine und der CNC Fräse wunderbar funktioniert.

Da es sich um einen lösungmittelhaltigen Lack handelt arbeiten wir natürlich mit ABEK1 Filtern gegen organische und anorganische Gase.
Bohren und Reiben
12 x 12 x 16mm x 20mm = Ganz viel Arbeit! Insgesamt werden wir 144x 16mm Löcher 20mm tief in die Platte bohren. Mehr dazu in Kürze!



